
Search the Community
Showing results for tags 'rslogix 5000'.
Found 146 results
-
Hi! A have a question about how can I send the current User data from the Panelview (HMI) to the PLC. Its an allen bradley PLC 1756 L71. In the Factory Talk view I tried to make a register and to move in it the current user, but unfortunatelly its not working. Is anybody here who can help me with this ? Thanks ahead. Br.
-

Studio 5000 - How to Increase the LEN of string
SSrikakolum posted a topic in Allen Bradley / Rockwell Automation
I want increase the length of string from 82 to 150. By default it comes 82 is it possible to do so in Studio 5000 -
RSLogix 5000 Code Generation using C#
TemperedEnterprises posted a topic in Allen Bradley / Rockwell Automation
I put together a demo of the c# library I am working on for Rockwell PLC. It basically allows you to parse/construct the L5X files for code generation, documentation, and other uses. https://www.youtube.com/watch?v=kV0nXSyM7Gg -
Which Windows OS to use for RSLogix 5000 V13.03.00?
spur341 posted a topic in Allen Bradley / Rockwell Automation
I have some older RSLogix 5000 software I would like to run on a newer Dell 64bit laptop. It's RSLogix 5000 V13.03.00. I can buy a full Windows license for an older Windows OS and not connect to the internet. What OS was my RSLogix 5000 software originally designed for? Was V13 a 32bit software? -
PLC Firmware Revision Compatibility Issue
LuisGonzalez posted a topic in Allen Bradley / Rockwell Automation
Hello everyone, I'm facing an issue while trying to go online with a PLC. The firmware revision of the controller is 34.011, but the offline project I have is showing a firmware revision of 33.xx. Due to this mismatch, I'm unable to establish a connection. I'm relatively new to this company and recently learned that the program on my computer may have been modified by a contractor company, which might explain the version difference. I suspect they may have used a higher version of RsLogix when making the changes. I'm looking for guidance on how to proceed in this situation. Is there a way to update the offline project's firmware revision to match the controller's firmware revision? Or is there another solution to resolve this compatibility issue? Any help or insights would be greatly appreciated. Thank you! -
Hey everyone, I'm new to programming PLCs and I've run into a problem. I have a Micrologix 1400 Series B PLC, and for the past month, I've been using a free trial of RSLogix 500 Starter. But now, the trial ran out, and so I bought a license for "RSLogix Micro Starter". The problem is that when I downloaded my updated file to the PLC for the first time with micro starter, the PLC's outputs don't work anymore. I checked the PLC screen and the inputs from the HMI screen are getting recognized, but the inputs from the physical sensors are not. Also, none of the outputs are being activated on the PLC at all, which I can tell by looking at the I/O status on the PLC screen itself. I then uploaded a new test program, where you press a button and a light turns on, but that doesn't work either. I haven't changed any of the physical wiring, only thing I've changed is that I'm using RSLogix Micro Starter as opposed to RSLogix 500 Starter. I spoke to a Rockwell technician about this and he said that there shouldn't be any problem, as I haven't done anything wrong. So I now ask everyone on this forum if they could help me out a bit.
-
I recently had surgery on my arm. I'm in a cast from finger tips to shoulder. I have a major Logix 5000 program to write. Has anyone used Win10 Speech Recognition to operate Studio 5000? I tried today and it didn't work out well! Any suggestions?
-
I have an old 5/04 system that I need to talk to for upgrade. I no longer have the logic 500 software, but I do have Studio 5000. Is the 500 program available to purchase? I reached out to the system manufacturer but he no longer has it either.
-
Module Configuration Rejected: Parameter Error (Error Code 16#0009)
LuisGonzalez posted a topic in Allen Bradley / Rockwell Automation
Hello, I'm seeking some guidance and assistance regarding an issue I've encountered while configuring a Proline Promag W 400 flow meter module in Logix Designer. I'm experiencing the following error: Error Code: 16#0009 Fault Additional Code: 16#0000 Fault Description: Module Configuration Rejected: Parameter Error I've carefully reviewed the module documentation, verified the wiring connections, and ensured compatibility between the flow meter module (Serial Number: T711F49000) and Studio 5000 Logix Designer (Version 33.00.00 Full Edition). However, I'm still facing this parameter error during the configuration process. I've also attempted to access the web service provided by the flow meter module to view its configuration and parameter settings, but I haven't been able to identify the specific cause of the error. I would greatly appreciate any insights or suggestions from the forum members who might have encountered a similar issue or have expertise with the Proline Promag W 400 flow meter module and Logix Designer. Specifically, I'm interested in any troubleshooting steps or guidance that could help resolve the parameter error and successfully configure the module. https://files.fm/u/brm2ebkry -
Have 2 VMs, 1 FTView and 1 Studio and emulator and need them to talk to eachother
CalyptoGraphite posted a topic in Allen Bradley / Rockwell Automation
I have 2 vm’s, 1 with FactoryTalk and 1 with Studio 5000 and Studio 5000 emulate and I need the Factorytalk to communicate with the emulated plc on another vm and wondered if this is possible. -
Replacing dead powerflex 700 with 753 talking via ethernet. Any good instructions on how to update the file from 700 to 753 on rslogix 5000?
-
I have a new PC that is running Windows 10, I have RSLogix 500 loaded and working no problem, along with RSLinx, Factory Talk Activation... etc. I also loaded the Studio 5000 package and it loaded without a problem however will not run. It starts and allows you to pick a project to work on, then will display the Logix 5000 splash window for a second, then just close. No error message, crash or idea of what it is doing, just closes. So far no help from AB, perhaps someone here is running this on Windows 10 or has an idea how to figure out why it is closing. Thanks
-
Inhibit IO Modules Programaticcaly in Studio 5000
Strauss posted a topic in Allen Bradley / Rockwell Automation
Hi, Does anybody know if its possible to access the "Inhibit Module" tick box within the Hardware Device Connection tab from the PLC code? I'm hoping to turn this on / off depending on whether certain modules of machine are physically installed. e.g. A Kinetix Drive / Point IO etc. Thanks -
Hi I am working on a project in Studio 5000 with 5069-L310ERS2 controller. How can i simulate the program with RSLogix Emulate 5000? and When i try to add a new module in RSLogix Emulate 5000 it is only possible to choose version 20. When working in Studio 5000 v32 should I not be able to choose version 32? Thanks
-
Hi guys! I have several questions connected to kinetix 6000 servo amplifiers. I have a system with AB plc and AB kinetix servo drive. The communication is sercos. Earlier I was worked drives with ethernet communication. I think its better, I could monitor the parmeters durnig as its works. But with the sercos communication I am no longer to be able to do it. One of my question is that like it is possible to check the parameters somehow. I have some problem myabe with the overcurrent recently. But for now I even cant see what is the limit. Is it possible to find it somewhere ? Also when Im watching the parameters in the RSlogix 5000 which is belongs to the servo drive. I can see a row like (servoname)axis fault code and (servoname) axis code. Is there any table where I can see which number belongs to which fault or status? If anyone can help me I just appreciate ahead. Thanks Guys.
-
Hi there, I'm downscaling my business in Western Canada and have some legit software licenses I'm going to sell. This was my first thought as to where I might explore selling/transferring licenses, but I'm also open to polite suggestions. I have: one Studio 5000 Full Edition ESD Software (9324-RLD600ENE) (software & valid license) two Siemens TIA portal software packages & licenses with Step7 v14sp1 and WinCC Comfort Advanced V14sp1 (software & USB dongles) an unused Simatic WinCC SmartServer license (software & USB dongle) one Progea Movicon 11 Scada/HMI developer license (software & USB dongle) one Progea Movicon NExT DEV3-FL (developer license) (software & USB dongle) an unused Progea Movicon NExT Scada license (RTCS3-F-1K+WB3-1K) for site install (software & USB *unused) one package of Schneider Movicon with license (Vijeo Designer, Unity Pro S, and SoMachine) (software & USB keys) Thanks! Mark
-
How can I access an UR5 robot through Studio 5000?
Lucas Antonelo posted a topic in Allen Bradley / Rockwell Automation
Hello, everyone! I am following this YouTube tutorial where it teaches you how to add a block of Modbus server within Studio 5000 for communication with plc ControlLogix. The video: https://youtu.be/qcF4m7rPjkw However, according to a comment from the author of the video himself in my comment I can make such a connection through a Modbus device. How do I do this within ur5 and how can i access UR5 inside Studio 5000? -
Hi guys. I have a question, with HMI pages. I have to make 20 pages 3 times. Its kind of like layer in layer. At the and of the layers always there are only 2 choices. But ofc course its important the route like what the choose, and what is the order. Like we have to detect lets say first layer page2 second layer page13 third layer is page5 and then we choose the first choice. But if the order is different we have to get a different input from the choice1, like we need different address. I could do that if I make ton of pages, but its sounds crazy. A lot of permutation. (20*20*20*2) I attached a picture maybe its easier to understand if Im not explained well. I am using AB control logix PLC, with logix 5000 software. Do have someone a good and quicker idea, to solve this problem. Thanks ahead. Any idea is highly appriciated.
-
Hi guys, I have been thinking about wether can increase the numbers of produced and consumed tags, between my plc-s. Currently I have two plc it already have produced and consumed tags, but unfortunatelly soon we are running out of free tags. I read the manual and it said I can make 125 dint tags, currently we have only an array with 10 element. If I make a new one and I kinda copy it, with different names, will it be work ? Or do I have to set something else ? Can I ruin the communication with the two plcs ? THanks ahead.
-
How to connect to a PLC from Studio 5000 on a VMware
NewEric posted a topic in Allen Bradley / Rockwell Automation
Hi and thanks for youre time I am a newbie trying to connect to a 1769-L30ERMS using an Ethernet cable. I am using Studio 5000 and RSLinx Classic lite for programming and communication. However Studio 5000 and RSLinx Classic lite are installed on av virtual machine using VMware. So my problem is two fold. Connect the VM so that it reads from the real computers ethernet port Find and communicate with the PLC from the VM There are guides on how these problems are addressed seperatly. For example https://www.youtube.com/watch?v=JdArYVceO1I and https://www.youtube.com/watch?v=ERLTvcBBK_w however I have not been able to get them to work together. So I was wondering if you, the sages of PLC programming might have some tips or trix that I could test or perhaps even a guide for how to do? Mvh Eric -
Hello guys! I'm interesting about rfid communication. I currently using control logix and compact logix plcs, and rslogix 5000 software. I'm wondering if someone can help me with a sample project, or any documentation. Its also can be wonderful if someone can share a project with panelview if its possible. I wanna know about reading and also writing. What type of device do you guys using ? I would like to make a simple program what is contain reading and writing. Thank you ahead any help of yours.
-
Rslogix 5000 701-8004250B Error controller not coming online
bharathan posted a topic in Allen Bradley / Rockwell Automation
controller is not coming online with rslogix 5000, but i can ping the ip from the pc. getting the error message says "controller failed to come online - error 701-8004250B" appreciate ur help. -
hello, I want to ask, maybe some of you know about this, I want to take a program on compactlogix but it has a firmware version 19.xx while the rslogix application I have is version 21.xx, there are several options offered by the application to be able to take the program, update the firmware in compactlogix or downgrade the rslogixku application to version 19.xx. if i upgrade the firmware in compactlogix, what about the program is the program safe or not, and if i upgrade the firmware will the program in compactlogix work properly?
-
Hello all, There are two pressure gauges in a line with a flow of water. The flow is controlled by the pumps which is controlled by the PID whose control variable is pressure gague -2 . In ideal condition the pressure gauge -2 remains at 55 psi and pressure gauge -1 stays at 82 PSI. But in the line if someone opens a manual valve then pressure gauge - 1 reads 100 psi because the pump is running as per pressure gauge 2 . Is is possible to clamp the PID so that pressure gauge 1 remains at 82 psi. FYI: Pressure gauge 1 is right after the pumps and pressure gauge 2 is at the end of the line.
-
Version 1.0.2
82 downloads
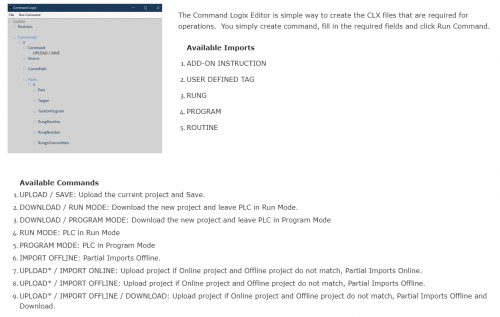
COMMAND LOGIX is a command line tool that works with Logix Services to automate various functions in Logix using a CLX file as setup. The functions include Upload, Download, Partial Imports, Mode Change, etc. The tool comes with an editor to create the setup file. This tool is really useful if you have multiple tools to update or if you have a couple updates to make and you don't want to wait for RSLogix to load. https://www.commandlogix.io/
