
Search the Community
Showing results for tags 'simatic-op is on a write-protected medium'.
Found 42 results
-
SIMATIC S7-300 training kit not working. PLC doesn't go to RUN mode, and still in STOP mode all the time. STOP mode led is blinking every 1 second, even when I press MRES key. This is a video I recorded for issue demonstration: https://www.youtube.com/shorts/ISMPH_zNuG4
-
Hallo my name is Danu, i have a CP1E wirh CP1W-CIF11 and connect to modbus RTU device, i have done with write single coil, write single register, read single register and read multiple register. But i try to write multiple register, the indicator of CP1W-CIF11 is off and if i check d memory its no data. I attached my cx programmer. Can you help me create write multiple register in cx programmer? Thank you AD4402-modbus edit edit edit edit edit.cxp
-

Read/Write value of Omron memory area using Ethernet/IP (EIP) protocol
JayPrakashTiwari posted a topic in CX-One
Hello Everyone, I have a Omron CJ2M PLC, and I have configured the Ethernet/IP port of this PLC to communicate over ethernet connection. I want to read/write the DM, HR memory areas of Omron PLC (CJ2M) using eip protocol communication. Is there any protocol specification which explains the telegram structure to be sent over ethernet to be able to read/write the values in omron plc over EIP? I want to know the command structure which can be sent to PLC and PLC will respond with the proper response. -
If you learn more quickly after watching videos about PLC like reading the literature without example, then these videos can help you if you are a complete beginner. Enjoy it (If this is against the rules of this site then sorry for spam ) PLC: 1. How to create project in TIA Portal https://www.youtube.com/playlist?list=PLqYtPgi-xbbgUBs7nrNmq5ManYyQ-hvKK 2. Program blocks https://www.youtube.com/playlist?list=PLqYtPgi-xbbhlni7Uw9-lfs8UIykpuubF 3. Bit logic operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbitdaKvFJv9WZEOj7VrMf_0 4. Timer operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbiaWQL8lXja1_Kd1z-jeDXr 5. Counter operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbgfyg2dwDiR7xzsaXtdI9xo 6. Comparator operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbgs-WgOvePyRUKgnDBK-qfx 7. Math operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbgInRxxraaX6RG5LUS8gcpM 8. Move operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbjQQEXr_bhzjKvNCjBeS1Zw 9. Conversion operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbjsjfMUtVn3QQ6MJM7cBpTW 10. Program control operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbgFtnxDkNZ7Amps67nr-KHX 11. Word logic operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbh6bGa9bgy6cJhVi-RhF0gH 12. Shift and rotate instructions https://www.youtube.com/playlist?list=PLqYtPgi-xbbhlUnK9ECCKUccqt91Qsw6e HMI: 1. Beginning with HMI devices https://youtu.be/EF4Qprf0Mn8 2. Basic work with screens https://www.youtube.com/playlist?list=PLqYtPgi-xbbgPAApJCAGcPZOHViTAT9C1 3. Basic screen objects 4. Elements objects https://www.youtube.com/playlist?list=PLqYtPgi-xbbgOSznFb03Rr_St-2WFcygo 5. HMI Alarms https://www.youtube.com/playlist?list=PLqYtPgi-xbbi_V7XENgupV7HFjOJI7Yes 6. User administration https://www.youtube.com/playlist?list=PLqYtPgi-xbbgDP9dfAOkW3eodC5aH0kmR 7. Scheduled tasks https://www.youtube.com/playlist?list=PLqYtPgi-xbbjsaMlovHL2BDrju8kKgkZi OTHER: Siemens PLC - Hardware configuration (SIMATIC S7-300) https://youtu.be/WVkAGKsxftw Siemens HMI/PLC - communication (Basic Example) https://youtu.be/AcN50TShHgY Siemens PLC - Firmware upgrade/downgrade via TIA Portal https://youtu.be/qEsS7RR7QIw Siemens HMI/PLC - Recipes (Basic Example 1/2) https://youtu.be/wLmH-QT3T9U Siemens HMI/PLC - Recipes (Basic Example 2/2) https://youtu.be/_2K6l7dYuqY Siemens PLC - Upload program from PLC to TIA portal (PC) https://youtu.be/igw-4CxjnLw Siemens PLC - Add and install GSD file in TIA Portal https://youtu.be/LJKUzv3Zykw Siemens PLC - Activate and work with Web Server in TIA Portal (Part 1/2) https://youtu.be/WCpiej4S8-U Siemens PLC - Activate and work with Web Server in TIA Portal (Part 2/2) https://youtu.be/xl4pxLK0CDY Siemens PLC - Scaling/Converting Analog Input/Output (0-20mA to 4-20mA and vice versa) https://youtu.be/BOjFlhAwO0k Siemens HMI/PLC - Linear scaling of HMI Tag (PLC/HMI tag scaling) https://youtu.be/XBUknb3JDfE Siemens HMI - Changing of Date/Time format (12/24 hours format) https://youtu.be/bCVKFrLwzWA Siemens PLC - Configuring and commissioning of SIRIUS ACT (PROFINET IO) https://youtu.be/yIW6kta34_s and more...
-
Hello, I have installed Simatic S7 5.6 and WinCC Flexible 2008 Runtime SP5 on a Windows 7 computer. Running Simatic Manager brings up the error message 'Simatic WinCC flexible - Older version or not fully installed' as far as I know, WinCC 2008 is compatible with S7 5.6 and I have installed both fully. Does anyone have any ideas on how to get this running? Thanks, Rath
-
Hello, I have installed Simatic S7 5.6 and WinCC Flexible 2008 Runtime SP5 on a Windows 7 computer. Running Simatic Manager brings up the error message 'Simatic WinCC flexible - Older version or not fully installed' as far as I know, WinCC 2008 is compatible with S7 5.6 and I have installed both fully. Does anyone have any ideas on how to get this running? Thanks, Rath
-
Version 2.0.0
66 downloads
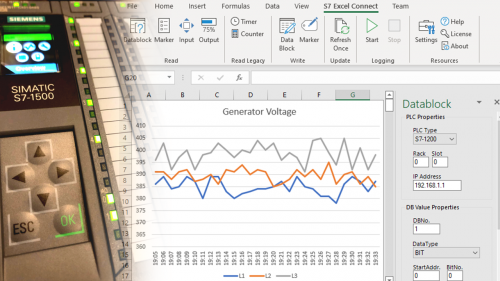
S7 Excel Connect allows you to read, log and write one or more Siemens S7 PLCs data using Microsoft Excel. This can be data from a datablock, marker, input/output as well as digital as analog (not peripheral), timer and counter. S7 Excel Connect can be used for many uses ranging from a reporting tool, to a tool to write recipes to any S7 PLC. -
hello, im working with r04 mitsubishi plc with rj71c24-r4 in modbus rtu mode, i need to read and write PM1200 scheneider values, but i have problems, is my first time with this model and very different than fx5u model, i working in GX works3 someone who can guide me, I would appreciate it too much
-
Connection problem between WinCC Explorer & SIMATIC Manager Step7
devLooper posted a topic in Siemens
Hello, i want to create a connection between SIMATIC Manager Step7 and Wincc Explorer to share tags. I configured wincc to PLCSIM MPI (Create new MPI connection in Tags management) connection but when i active Wincc explorer the connection gone in Step 7 and PLCSIM and when i want to charge my config in the PLCSIM that message 33:17135 shown (SIN_SERV not started) -
Hans Berger Automating with Step7 Books
RVaughan posted a topic in For Sale, Employment, Services or Wanted
I have the following for sale, Automating with Step7 in STL and SCL (S7-300/400 controllers) 6th Edition 2012, Very good Condition Automating with Step7 in LAD and FBD (S7-300/400 controllers) 4th edition, New Condition in plastic Automating with SIMATIC (Controllers, Software, Programming data Communication, Operator Control, and Process Monitoring), 4th edition 2009, Excellent condition Automating with the SIMATIC S5-135U, 3rd revised edition 1993, Very good condion. Located in USA. Make offer, I cover shipping. Pictures available on request, send email address in a PM. Update 07 March 2022, still for sale. -
Hello everyone, it helps me please. I have a problem in I have a Scale analog signal at 4.20 mA, you can save them through the button, for example, I have the button on 500Kg and save and after the button on the echo save 500 + 500 and echo 500 + 500 + 500 +500 can it be
-
Hi every one, One of my machine i have to fix , has simatic pc unit installed that causing too much trouble and client want to replace it with simple pc with additional profibus card installed in PCI slot, is there any way to configure image of simatic pc in new simple pc
-
I have a Siemens HMI 6AV2 124-0MC01-0AX0 in my machine. I want to clone the display on the HMI to PC/Laptop. My question is: 1. What software that I need for this task? 2. What kind of interface that I need between the HMI and PC/Laptop (for example ethernet cable, etc)? 3. Do I need to communicate with PLC connected with HMI or can I just connect with the HMI? Thanks in advance for the answer.
-
Hi, Is it possible to have two hardware configurations which can be switched through HMI. currently i have two hardware configurations and the project remains same. So without connecting with Simatic Manager i want to switch the hardware configuration.
-
Siemens Field PG M3 8GB For Sale - PLC Programming Rugged Laptop
TheJacobsDad posted a topic in For Sale, Employment, Services or Wanted
Siemens Field PG M3 - PLC Programming Rugged Laptop for Sale Condition is Used This is a Siemens Field PG for PLC Programming. Purchased several years ago as part of an auction lot and has sat in my workshop since, I don't do much Siemens so this is up for sale - This is what I know about it :- The machine has Windows 8.1 Pro 64 bit installed (Machine has Windows 7 Ultimate on the base but been upgraded at some point) 8GB ram installed It has a windows XP VM installed which runs the Siemens Programming software (Virtual Box) There is a folder on the desktop containing the original installation files, so would be easy to return back to the host machine if required. All software appears to be licensed (see pics) Has Step 7 and Step 5 installed Negatives - Missing the back flap & Battery not being recognised thus not taking on charge (I think this is a just BIOS update needed but not looked into it too much) In very good overall condition, a few light marks but that's about it, still looks very good. Comes with the original branded rucksack This was a really expensive bit of kit in its day and still stands up as an excellent PLC programming machine Open to sensible offers - I am located in the UK so worldwide postage will have to be calculated seperately I have powered it up and it works well with no issues found, the PLC software all seems to work and appears fully licensed but as I am not the original owner and don't know the provenance of the machine or licenses this machine is sold with no returns or warranty provided. -
Hi, I am designing measurement devices and i intend to use Simatic S7-1200 as PLC for my new device. The problem is, my background is nothing close the electric and I am having quite a lot troubles when it comes to select components, I do not know how can I select components that are compatible with the PLC i am going to use. Pressure sensor, humidity sensor shall be selected and which parameters I should be careful about? I read somewhere 24VDC supply voltage is needed. Is it needed even the device has digital output or is it for analog output only? How do I make sure about the communication interface? For some devices it says I2C, is that compatible with S7-1200? or do i need a special communication module for each component? Then it will be super expensive. I would appreciate any answer.
-
I want to offer my industrial surpluses for your projects! All details are verifiable. Excess surpluses often occur. Sending to any country in the world. The price is low. I can pick something up for you personally. Sending can be made, both expedited, and economy air delivery. Ukrposhta or EMS Ukraine. Siemens Simatic, Wieland, Wago 750, BECKHOFF, Schneider electric, Schneider Automation, Yaskawa Omron, KEYENCE, Pepperl+Fuchs, Telemecanique, ABB, FESTO, DUNKERMOTOREN, Eaton, Micro Innovation, Jumo, Phoenix contact, Bruel & Kjaer, Unitronics, Samson, Danfoss, OMRON, Rexroth Indramat, Fanuc. https://www.ebay.com/usr/vitalij6131 All parcels are sent by Airmail, are processed with disinfectants and sent with a large number of bubbles before being sent. For safe delivery of the parcel to you! I am worried about your safety, in this difficult time for you!
-
I have R16 PLC (firmware45) and SD card(2GB). Can any one help me to create CSV file in SD card.I need to Logg the data of D0-100 when the M0 trigger bit goes high. can any please help to creat ladder for this. it will be really helpful.
-
hello everyone.Please help.I have a program for the machine written on protool and Strp7, When I want to open it to add changes to it, it gives me the erroropen object 734:26 OM TD/OP: simatic-op is on a write-protected medium.please tell me, How can I overcome this problem?"Unexpected file format" Attached images.Thank you for your help
-
Goodmorning a question... I builded a simple monitor of plc. I need to read the data of the Mitsubishi FX3GE PLC. In example I should read: D14 FLOAT 32bit D16 FLOAT 32bit alarms from M100 to M119 and a bit of state M450 How can I do this? The PLC is connected via ethernet and the port il 5002. I'm working with PHP and normally use modbus, opc-ua, etc. But here? Thanks in advance Carlo
-
Hi everyone. In Vijeo Citect SCADA I created some tags and I try to write to a bit device of MELSEQ Q PLC. But I get this error : Cicode General software error. Note: I can read from PLC.
-
Example of ASCII program on a Micrologix 1200
Roboman posted a topic in Allen Bradley / Rockwell Automation
Does anyone have an example piece of ladder logic, created on a Micrologix 1200, using ASCII to READ and Write to a serial device? I am building a ladder on a Micrologix 1200 that will send data to an old CNC once a certain ASCII instruction is received on the PLC. For example, when the machine spits out an ASCII "1", the PLC will see the "1" and send out a three digit number depending on a sequence of discrete inputs. Thank you, -
Hello, I am new to the forum. Being doing a lot of googling to see if theirs any cross-compatibility between an M241 PLC and a Simatic panel PC and stumbled across this forum which hopefully could help me out. I'm starting an automation project to automate my home brewery. The M241 from Schneider electric seems to tick the boxes for what I require. At my work theirs a redundant Simatic Panel PC 670 just waiting to be recycled. My question is, can I use the panel pc purely as an HMI for the M241?
-
How to solve FX5U Security ES:0180840b Error (If you disable write to PLC)
altan posted a topic in Mitsubishi
Hello everybody, I have network from : PC - 192.168.3.11 PLC - 192.168.3.250 I change this option in FX5U PLC in GX Works3 for Network Ethernet port --> Application Setting -> Security -Disable Direct connect with MELSOFT : Enable/disable -DO not respond CPU module search : Respond / not respond and I upload program to PLC. After upload program to PLC and restart it was impossible to connect again. I Have ping between PLC and PC, but could't write program. Always writes me Error <ES:0180840b> So to disable Security Option you should to do : 1. Open Works3 2. New Project (Choose your PLC - FX5U) 3. Online menu 4. Specify Destination Communication 5. Click twice in PLC module 6. Set Connect via hub (In my case i connect PC and PLC directly !) 7. Choose IP Address ( in my project : 192.168.3.250 , PC must be in same network 192.168.3.X) 8. Give OK 9. Connect Test. With steps I disable security options and it was enable to connect to PLC and Write data on it. I Hope that will help to other with same problem. Special thanks to : Piotr Tynor(Mitsubishi, Poland ) , Adam Syrek (Mitsubish, Poland ) , I. Ayvazova (Bulgaria) , K. Raykov (Bulgaria) -
Hello, I need to make an ethernet communication Siemens S7-300 <> Omron G9SP. The HW of the Siemens that i us are CPU 315 2DP and CP 343-1 Lean. I did try to follow the Omron manuals Z922 and Z924, but faced with some problems. First of all in Z924 there is no complete HW configuration of Siemens (communication configuration is missing). Also, formats of messages differ in both manuals. Maybe there is an Simatic Step 7 project example, that i could open with Simatic Step 7 manager to do a deeper investigation, or maybe somebody has a lot more experience in this case? Thank you in advance. WBR @rturas
