
Search the Community
Showing results for tags 'nx102 ssi encoder'.
Found 71 results
-
I've setup an Omron NX102 PLC with two CIF105 cards communicating with about 40 MX2 VSD's (20 on each card). Generally it works pretty well. I used the attached document to set up the devices. The links on the document to the examples don't work, so I'm unsure if I missed anything. My problem is that every day, sometimes multiple times a day the communication seems to die. i.e I either loose the output to the VSD and nothing will run. Or it all runs but I loose the feedback, as in I get no running signal even though the drives are running causing a fault in my program. I'm at a bit of a loss as to what might be causing the issue. To resolve it, I put the PLC into program mode and back into run mode and everything is happy again. Has anyone had a similar issue or offer any advise? MX2_Control_Serial.pdf
-
hi have a good time i have a nx102-1200 and a nx-ecs212 module. I connected an SSI encoder to the card and read the position value in the software. The encoder counts 360 pulses in each round and then it goes to zero. I want to use GearIn function and have the encoder as the master and a servo motor as the slave. In each revolution, the encoder pulse becomes zero, and as a result, the servo motor movement is not continuous!!! I want the servo motor to be continuous! In fact, I don't want the encoder pulse to zero every time. What should I do? Is there a solution? please help me thank you so much
-
We are working with two VFDs FR-A820 Series, each of them driving a motor that obey a master-slave relationship. One of them is in speed control, while the other is in torque control. Each of the VFDs has one of the Mitsubishi FR-A8AP encoder reading cards that collect the data from an Avtron A56 encoder. While testing our system it came our realization that, if one measures the resistance across the terminals of the encoder cards mounted on the VFD these are not the same. Concretely, this is the reading we get: (see attached) We noticed that this difference in the resistance causes a voltage drop in the encoder signal when looked over a oscilloscope. We are surprised that this resistance is different: a) between the cards, b) between the terminals A and B in the VFD. We wanted to ask: Is this behavior expected? Should the resistances in both cases be different? Is this something we should be concerned about? So far our application works and our motor turns as they should, but we are quite surprised that this is the case.
-
Hello Guys, I have a Mitsubishi A8000 series vfd with an encoder card and also encoder. With analog (0-10V) signal i can read back the current speed. The conveyor convey paper sheets. Occasionally they change the width of the paper but the the two type of paper is connected. We have a camera on the begging of the conveyor, and we would like to lets say cut it 2 meter later. But the position should be very precise otherwise we are not cut it in the good position. The cutting procedure would happen also an asynchronous motor or with servo motor. Is it possible to write a tracking program and cut paper sheet in a good position ? My plane is to stop the CV in the position and waiting for the cut and go on. The plc is Allen Bradley, control logix 5580. Any tip would be appreciated. Thank you so much.
-
Hello Guys. Is it possible to use an fr-a840 to use in the same time positioning control and also in speed control mode ? In the moment the vfd is in speed control mode. But now i also have to need to stop the conveyor in certain position. It will be a new feature. If its not possible, do i need a hsc ? The speed of the conveyor is 20 m/min and the accuracy should be within 3 mm. Could anybody help me with this. Thanks ahead.
-
Hello Guys. Is it possible to use an fr-a840 to use in the same time positioning control and also in speed control mode ? In the moment the vfd is in speed control mode. But now i also have to need to stop the conveyor in certain position. It will be a new feature. If its not possible, do i need a hsc ? The speed of the conveyor is 20 m/min and the accuracy should be within 3 mm. Could anybody help me with this. Thanks ahead.
-
Has anyone setup comms between an Omron NX range PLC and a Sick Flexisoft GENT module. Trying to figure this out. Should be doable, but struggling to get InDataSet1 to update in the PLC. I have a comms error on the Flexisoft module. Assume it's something to do with the size of my tag arrays
-
Hello guys. I have a question, i have a mistubishi fr-a800 vfd with an encoder option card. On the motor we have an encoder. I can read back the speed with the plc with analog signal. But can i use also for, tracking the distance ? Can i set anyhow the inverter lets say after one round on the encder send some digital signal to the plc. Is there any chance to set it ? Lets say this is a conveyor, in this case its better if i put an encoder/counter on the conveyor and it will be directly connected to the plc. Thanks ahead
-
Hi, currently I'm facing a problem between NB10W-TW01B and NX102-1200 PLC. The problem is after I assign the area/variable using W/H/D and Download it to HMI, The HMI will Pop up PLC Response Error, anyone knows how to fix it ?? I have experience using NB HMI with NX1P2 and NJ PLC, didn't have this error before
-
Hello everyone, I was wondering if anyone could assist me as to why my G5 servo resets and goes into a ready state. but when I issue a MC_power it goes busy and doesn't complete. I am using a Omron Nx102 controller and NB HMI with FINS protocol via port 2 FYI LINK to screenshot: https://freeimage.host/i/H7gJRXn
-

How to change encoder reading from positive to negative
automationtalk posted a topic in NJ Series / Sysmac Studio
Does anyone know how to change the reading on Omron servo motor reading from negative to positive? The encoder is reading negative values when it is moving in the forward direction. I am using 1S servo on NX1P2 controller on Sysmac studio software. Please suggest. -
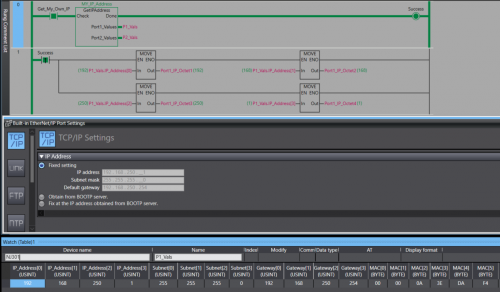
View File NJ/NX Get IP Address A Library containing a function Block that can be run on any Omron NJ or NX PLC. The Function Block will retrieve the host PLC's IP address, Subnet Mask, Gateway, and MAC Address. The Port Details are presented through 2 structures , 1 per-port. In the event the PLC only has one port the structure for Port 2 will be blank. Submitter photovoltaic Submitted 12/12/22 Category PLC Sample Code
-
Version 1.0.0
76 downloads
A Library containing a function Block that can be run on any Omron NJ or NX PLC. The Function Block will retrieve the host PLC's IP address, Subnet Mask, Gateway, and MAC Address. The Port Details are displayed through 2 structures , 1 per-port. In the event you only have 1 Ethernet port then the structure for the 2nd port will contain all 0s. Data Format: IP Address - USINT[4] Subnet - USINT[4] Gateway - USINT[4] MAC - BYTE[6] (hex value) Access the retrieved details by the typical parent-child tag structure. ex. Port_1_Detals.IP_Address[0] will get the first octet of Port 1's IP. Tested on: NX1P2, NX102, NX502, NX7, and NJ301 IMPORTANT: This Function Block should not be run immediately after startup. Allow the PLC a few seconds to establish a connection with the Ethernet network. -
Hi, I am having trouble with the following hopefully someone can help. Equipment Omron NX102-1220 PLC, SEW MDX61B MoviDrive B with DFE24B EtherCat Card. I am trying to control an SEW Servo Motor via the Omron Ethercat connection. I have connected and configured as below image, at this stage there is no errors with the PLC When I try to add a Motion control axis I can set it up as below but when I download it to the PLC I get the following error I have then reversed all of this and added an R88D-KN drive and this downloads fine.. Any ideas what I'm doing wrong? Thanks
-
Hey group! I am working on a project that has a machine that forms cartons that will drop the cartons into a cleated conveyor after they are formed. The forming machine needs to be synchronized with the cleated conveyor so that the formed cartons will drop in between the cleats as they pass under the forming machine. So, in essence, the conveyor will be the master and the forming machine will be a slave to the conveyor and match its position accordingly. Initially, it was proposed that the conveyor utilize a CIP encoder so it could be set up as a motion axis, but the customer declined that option as they didn't care for using CIP encoders (can't really blame them!). So, a slightly cruder proposal of using two 1024 count encoders was proposed, which they accepted. However, your friendly programmer here isn't quite sure how to make that work! I think the basic concept is encoder following but but I can't seem to find anything online that really describes the actual process or logic for this. The RA Sample Code site doesn't seem to have anything on there but maybe I just haven't entered the right search keywords. The forming machine has the following notable components: 5069-L310ER 5069-HSC2xOB4 PowerFlex 525 drive 1024 count incremental encoder As noted, the idea is to have a 1024 count encoder mounted on the conveyor with some sort of ratio so that the counts will run the pitch of the cleats 508 mm). Some trickery will have to worked in to get them to sync at the right time but for the time being, I'm just looking for a method to do the encoder following and asking the group if anyone has some ideas, or better yet, a method, of how to accomplish that.
-
Hello , I am trying to run and parameters settings of several Q2V inverters +SI-ES3+JOHB-Q2V (option board for Ethercat), I managed to install the xml file for the settings , but I dont see as much settings as with the MX2 , and I cant find any related FB's as with the MX2, maybe someone has set this inverters before ? Thanks!
-
Hi all! How can I use two AB phase encoder at the same time. I use Mitsubishi FX1N PLC, and I would like to use a high speed counter. I think the plc has 6 high speed counter input, but I cant use only one at same time.
-
Hi, I have to implement an axis control in a NX1P2 PLC using an inverter (3G3MX2) and an encoder cabled on a EC0122 board. I found something similar implemented on a CJ2M PLC, but I have no idea how to set up the axis in the configuration of sysmac studio and how to implement the control. Can someone help me? Some sample to catch out the configuration? Thanks a lot Andrea
-
hi everyone i have a question about nx ec0122 i connected an encoder to ec0122. now i want creat a programm for read the pulse and reset pulse. Then write a program to measure the length of a roll. How should I do this? Thank you for your help
-
Hi All, I just take over a project which involve accurate positioning and movement up to 0.010mm(around 10 microns) of a servo motor. I found out that my motor always move to an incorrect position. Let's say I want it to move to absolute position of 5.210mm, I found out that it may move more till 5.235 or move less 5.190(something like that). So i start to check if I'm outputting correct pulse. Using CX-Drive, I connect to the driver then i found out that the pulse is correct and consistent(for example i use my pulse per revolution and pitch to determine how many pulses) Currently I'm using an incremental encoder and servo motor and my PLC cycle time is around 12 ms and my servo move at a speed of 0.66mm/s. So I was wondering if my PLC scan time will affect my accuracy in moving ?? I'm using a CJ2M PLC with CJ1W-NC413 pulse card , incremental encoder and a servo motor. I want to make sure is not software limitation or anything wrong on software side before I bring it to my mechanical team Appreciate all inputs here and thanks!
-
Hi. I have this project where we read out data from temp sensors and vaccuum stuff. We use Pfeiffer vaccum cpt 200 for the vaccuum, and we create a frame to send to the modbus unit to pull a value from example '306'. With all the current items we pull data, all the values are only updated every 5 seconds, is there a way to perhaps pull several frame/addresses in one request per device? Current codes we read, some are in sequence of each others, but more has a bit of gap like 00, 02, 306, 307, 398, 330 and so on.
-
Hello everyone! I am quite new to communications between different brands of PLC's. As I have mentioned in the title, machine has a siemens s7-300 series pn/dp PLC with no CP modules (programmed in Simatic Manager). And they are adding an another machine with an OMRON NX102-9000 model PLC (Sysmac Studio). Siemens side also has PC connection over winCC flexible. Somehow i need to communicate between these two devices. Now, I have been looking into this for a while. There are mentions of sockets, but i have no prior experience with them. From what i ve researched omron has "Send" and "Rcv" blocks, but i cant find my way through on how to use them. For example, i dont know "where" to write in the siemens plc. I feel lost to be honest. Can anyone point me to the right direction? Sample program snippets, documents ?
-
Hey folksI'm trying to make a Ladder program in Sysmac Studio to control a Crane.The crane gets via a HMI a position that it must drive to, first at high speed then in low speed this is controlled via encoder signal for fine positioning there are several sensors.For all this I have an NX1P2-9B24DT1, NX-EC0222 and 3G3MX2-A4030-ESomeone here who can help me with an example of how this can be done in Ladder.Many thanks in advance for your help.
-

EtherCAT Master to EtherCAT Master Communications
TigerLily posted a topic in NJ Series / Sysmac Studio
We have a customer insisting on communicating with our NX102-9000 over EtherCAT, we have explained multiple times that EtherCAT is not intended as a facility communication protocol and recommended that instead they use Ethernet/IP, but after a year of pushing back they are still insisting and willing to pay for the Engineering work to get this to happen. Has anyone successfully configured two EtherCAT masters to communicate with each other? In the past I have used the PN-PN Master Coupler from Siemens to get two ProfiNet Masters to communicate with each other so I am hopeful that a similar device exists for EtherCAT, but I have not had any luck searching the web for such a device. Does anyone have experience with or know of such a device? Thank you!! -
Hello There, Hope you are safe and Healthy. I am using Omon "CP1L-EM40DT1D" PLC controller for a cut-to-length type of application. for the measurement of length, I am using an inbuilt high-speed counter 0. Now the problem, when the status of PLC changes from Power off to Power On the high-speed counter starts from 0. How to hold the pulse value of HSC0 at power restart ? (I am using Differential Rotary Encoder, not absolute)



