Search the Community
Showing results for tags 'gxworks2'.
Found 22 results
-
Hello, I would like to address D memory addresses dynamically with GX Works2. To move data from data field elements to individual data registers. For example, "D[i+1000] := MyArray". Is there such a possibility? The programming language is ST.
-
Hello, I would like to address D memory addresses dynamically with GX Works2. To move data from data field elements to individual data registers. For example, "D[i+1000] := MyArray". Is there such a possibility? The programming language is ST.
-
Hello I'm currently running GX Works 2 Version 1.60SF What is the latest Version? and how do I obtain Thanks Gary
-
I would like to send ascii data to other devices using RS232 interface. and the example format is "0009" (it is product counter machine marking). how can I do this? I am using q03ude, I usually convert 1001 to ascii using BINDA and use the last data (01). but, when it double word data e.g. : 100009 the last data is 9 and null, not 09
-
Hello! I just recently started learning about PLC's at University. While using Gx Works 2, how do I turn on auto complete for existing variable names? With this I mean, after creating a variable, for example bSystem_Started, if I want to use it again, what setting do I need to change so that by just typing "bSy", a pop up appears saying the whole name "bSystem_Started", so by just pressing enter it auto completes. Thanks in advance, Greetings, Patrick.
-
Can someone help me how to transfer D memory in gx works 2 but only 8 bit (Mitsubishi D memory is 16 bit cmiiw) ?
-
Hi guys. So I try to read FX3U PLC using GXWorks2. There are 2 unit of Analog Input module installed but I cannot read the module from GXWorks2. I am trying to find input mode setting in the program to define the AI range but cannot find any. D2002 is the AI channel. I back-traced from GOT address. Any advise? Thanks!
-

FX3U reseting all D register when start up! How can I do to make him memorize?
Rodrigo Balsalobre posted a topic in Mitsubishi
Hello! I was trying to set an value on "d" register to use him like a parameter. We are talking of connections of m0 on the next image: the system works as follows: when pressing a button (M0), it moves the variables typed in the HMI (D14 and D16) to D10 and D12, at the same time that it takes these values and generates the parameter of minimum (D8) and maximum (D60). And its works perfectly, at least while on. When the clp is turned off and on, the variables are reset to zero, even if the only way to change the values is to press the set button again. What can I do to make it keep the information that has been moved? -
[SOLVED WITHOUT SCL FUNCTION] What i'm doing wrong with SCLP in GXWorks2
Rodrigo Balsalobre posted a topic in Mitsubishi
Hello ! I'm programming an LE3U plc, similar to FX3U plc from mitsubishi. They both use the same software to program, GX Works2. I'm trying to put the value from a pressure sensor on a scale using SCL, but as you can see the value from the port aren't converting on my scale table. What i'm doing wrong? The clp identificate as 770(4mA) 3860(20mA) and I'm trying to convert that into 0(4mA) 250(20mA). On the next image, you can see that i'm sending 20mA on this AI, and D0 reaches the maximum, and that is right, but isn't doing the scale.. -
I'm fairly new to Mitsubishi and I am trying to limit the amount of decimal places of a real value down to 3. I am using a FX3U CPU and the only thing I see in the manual is that real values are stored with approximately 7 significant figures. Is there a way to limit the amount of figures after the decimal point to 3 without converting to an int value? Also does restricting the decimal to 3 points on GT works change to PLC value at all?
-
Hi, Anyone can help how to program a analog coming from a level transmitter? I have 8 analog inputs (2 unit of FX3U-4AD) to be read out into the plc program. how can this be possible. I'm new to mitsubishi analog. it is different from my experience(using siemens before). Hope someone can help. Thanks!!! Marky
-
Is there anyway to compare two different projects without having to load one into a PLC and then carrying out a verify operation?
-
Hello, I am trying to create new pages on a pre-existing GOT. Within the GOT there is a screen that displays a list of part numbers to be selected. Like the image below; As of current, there are 10 pages with 10 part numbers in each page (Total = 100 part#). I want to create one more page for 10 more part numbers but I can't figure out how the pre-existing logic switches from page to another within the screen or how I would add more page to the GOT screen? Below is the ladder logic of how the screen switches from one page to another.
-
Hi Guys, Sorry for my bad Englisch, will try to do my best. Normally i`m familiair with Schneider PLC`s. Now doing an project for the first time in Mitsubishi GXWorks2 with an FX2 CPU. I have created different program parts in the POU part in the navigation folder, but when i download these to the PLC, they won`t run. Now i have copied these program parts also to the MAIN / program settings,and when i download this time, to program is running. What is the diffrence between the MAIN/program parts and the POU? Now i can open the programs in both folders. Can someone explain this to me? (see attachment for more details) Best regards, Arnold
-
Hello. Can anyone tell me if there is a function for this in gxworks2? I want to even a jumpy analog signal. I am aware there is a MEAN-function, but that needs me to feed an array of buffered analog values to it. Which I am not familiar with how to do. Cheers
-
Hi everybody I'm trying to create a code to count an absolute value from my Q64AD module. I found absolute value function ABS, but its working somewhat strange, and i do not see the difference between real value and absolute value. Then I created a timer for an absolute value with some mathematics: SUM1:= SUM1 + napr1; Nsum := Nsum + 1; IF timer_sr.Q THEN timer_sr(IN:= NOT timer_sr.Q , PT:= T#100ms); outsr := SUM1 /Nsum; Nsum := 0; SUM2 := 0; END_IF; where napr1 - is value from Q64AD module ch1. It worked on codesys, but not working here. Data type of sum1, napr1, nsum is Word[signed]. In codesys Nsum was INT type. What's the difference and what i did wrong?
-
Hello! What i am about to do is connecting an external SCADA system to a Mitsubishi PLC via OPC server. I have already made some FBs and included their instances in a program in GX Works2, then started a GX Simulator2 and connected it to an OPC Server. From the OPC configurator I have defined some tags with their corresponding device addresses (e.g. D12345). I am using structured variables which device addresses i am entering in the OPC configurator. Tried to make some full rebuild compiling and at first was happy that the devices remain unchanged. The main problem is that after some time this devices change which completely ruined my experiment. Maybe there is some point that I am missing or there is just no way to use a fully functional SCADA connected that way to the Mitsubishi PLC (by OPC)? The question is is there a way to tell a particularly used instance of a function block to have exactly the same device addresses ever.
-
Hi Sorry if this has been asked before but I have done some searching and couldn't find any answers in the forum. If I have a label that I use in my ladder, I can edit the address of the label any everything works OK (i.e. the ladder references the Label and not the direct address) If I need to change the text of the label, but keep the address the same, the ladder fails as it is using the label as the reference to the address. Is there anyway I can change a label and have it automatically update the ladder with the change e.g. lets say I have a label called 'counter_1' which is used throughout the ladder code. If I want to change the name of the label to 'counter_A', I can alter it in the Global Labels (the excel type thing), but then have to update it manually everywhere in my ladder. any help would be much appreciated thanks Andy
-
Good day Please assist me - pertaining to the QSeries GXWorks2 Programming - and in particular the utilization of the macrocode functionality. The information required includes; [1] Purpose of macrocode (incl advantages) [2] its utilization's effects on the PLC programming memory (it appears that it consumes more programming memory. [3] any reference documentation that could be used - containing specifically information regarding this feature (note most manuals doesn't discuss this)
-
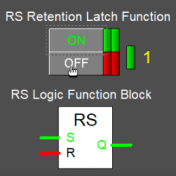
Hi all, I am a newbee with GX works2 and I got stuck in the change of developer software. Hope anyone can help me to find a easy way to solve this. I got a program in GX IEC Developer 7.04 where I have Latch(1) on all D register I am using. PARAMETER - PLC DEVICE - Data register is 0-13312 and SystemVariable are from 3000-13311. I have not find a way in GXWorks 2 to allow the same. I figure out I need to change variable type in FB to VAR_RETAIN but how do I solve this for Global variable? Do I have do give all the variable fix addresses?
-
Hi! Anyone can help regarding this issue. I'm not able to monitor the Motor Block that I have created. there's no error either in the output screen but i'm thinking what is the cause of not running in the simulation which shows the Motor Folder RED even it was compiled. thanks for the help! Note: I'm new in mitsubishi.
-
Hi all, Im new with plc programming and now I need some help. As topic says, I have FX3U plc and gx works2. Now, I need to tell stack heigth as positions by output. We all agree, that you can tell ten different situations when you have four outputs (Y1 and Y4 = position five). Is there any practical/ reasonable way to do this when you need use outputs. For example, is there any Functions for this, or? Best regards Ultra.