

BobLfoot
MrPLC Admin-
Content count
4131 -
Joined
-
Last visited
Posts posted by BobLfoot
-
-
Are you trying to calculate the End Position before you make the move? If not you should be able to use the reported end positions for your X2, Y2, Z2 values. Obviously if you are shooting for an X2 or 100 with a command tolerance of +/- 0.05 you could get anything between 99.95 and 100.05 for X2. Sorry this doesn't answer your question, but almost asking can you predict the weather will 100% accuracy.
-
Not sure if this will help, but when I used sockets to talk to a Videojet printer I used a delay timer between each step.
It was just a 100 ms timer and caused a delay between Create, Open and Write or Delete.
This is in part because Open.DN means the Open Message has been sent to the Comm Processor it doesn't really mean the Socket is open yet.
Again not sure if it helps, but it might not hurt, especially if POSTMAN works.
-
it might help you get a better answer if we knew what PV Plus Model Number and What revision of Factory Talk View ME you're using.
-
A related observation pay attention to your type of data. An integer which is 16 bits tops out at 2^16 or 65,536. An integer of 32 bits tops out at 2^32 or 4,294,967,296. But a 32 bit Floating point which can represent number to 3.4028235 × 1038. but due to it's 23 bit fractional part loses resolution after 2^23 or 8,388,608.
What do I mean by loses resolution. Add 0.49 to a float bigger than 8,388,608 in a PLC and nothing changes. Add anything between 0.51 and 1.50 and it goes up just 1 count.
Stumbled onto this when our PLC Data Totalizers didn't agree with the field meter.
-
I was amused the other day to learn that the default Username/Password combination for a well known computer manufacturers remote access port default USERNAME / PASSWORD pair was Calvin / Hobbes. This got me to thinking what other "great combinations" could we come up with.
1. Batman / Robin
2. Superman / LoisLane
3. Snoopy / RedBaron
Ok I'll stop, but tease your brain and add some good clean fun ones.
-
I have an integrator installing a new Red Lion G15C100 HMI for me to display data from multiple Allen Bradley PLCs. We are having no trouble getting data from the ControlLogix PLCs via ethernet and can also MultiHop from Ethernet to DH+ to another ControlLogix, but we've not been able to reach either the SLC500 DH+ node 1 or the PLC5 DH+ node 20 by hopping thru the same CLGX Gateway. We've filed a ticket with Red Lion but I wanted to post here as well. Any tried this and succeeded?
1 person likes this -
You're welcome.
I learned thiis from a phone call to my RA TechConnect Team.
-
If I had samples I could share I would, but you'll get better responses if you make an attempt yourself and post your work asking for improvement suggestions.
-
52 minutes ago, Cannonier10 said:Someone (me :D) safety locked it in a project and didn't write the password down because this is a controller we keep in our facility for testing.
You once again make the case for always using a reputable password vault application.
Glad the download solved things.
-
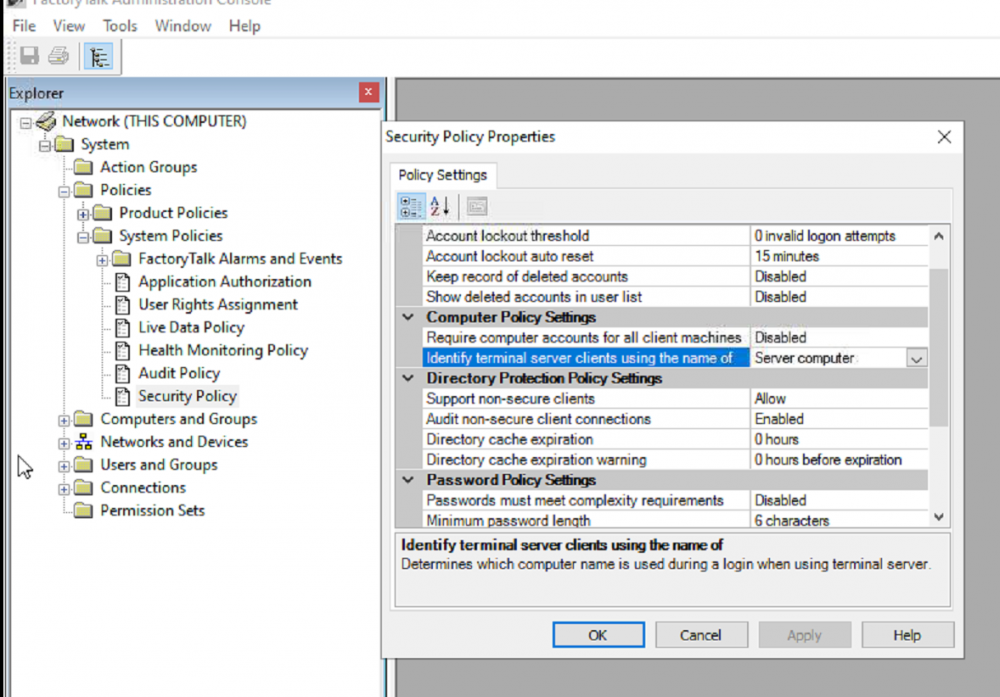
I ran into a similiar when trying to run RSlogix in an RDP session until I found the FTAM Admin Console setting showm in the picture.
By default the name of the RDP Client Machine is used when in an RDP session, the shown setting changes it so that the RDP Server Machine .
This may help your situation, it may not.
** Editing because I just confirmed that FTView Site Edition Client runs for me in an RDP Session with the below settings **
**Caveat - My Server and Client are the same PC **
 1 person likes this
1 person likes this -
Might check out the manual and the Screen Cycle Macro - https://www.wolfautomation.com/media/pdf/hmi/delta/delta-dop-100-hmi-dopsoft-userman.pdf
1 person likes this -
Not Sure if you have a step 39 but I would suggest the following for Step 39
EQU Stripper_Seq.Current Step 39 XIC M2_Stripper_Servo_Instructions.MAM_Servo_Move_1.EN OTU M2_Stripper_Servo_Instructions.MAM_Servo_Move_1.EN MOV 40 Stripper_Seq.Current Step.
It is probable that your MAM was enabled and errored but something reset the error but not the Enable. In this case the instruction doesn't fire again.
I'd look for usage of M2_Stripper_Servo_Instructions.MAM_Servo_Move_1.EN, M2_Stripper_Servo_Instructions.MAM_Servo_Move_1.ER, M2_Stripper_Servo_Instructions.MAM_Servo_Move_1.DN and M2_Stripper_Servo_Instructions.MAM_Servo_Move_1.PC and see if there manipulated elsewhere.
-
From a strictly financial approach you can estimate how much time you'll spend copying, customizing and commissioning each built unit, times your desired hourly wage. Keep in mind you'll not only be duplicating the PLC Program, the HNI program but any User Documentation and Ebnd Customers usually want some startup support.
Now as to the question of "intellectual Property Protection". Depending on whose PLC & HMI you used there are passwords and protections that can be leveraged. Keep in mind some end users have hard and fast rules against buying such products which they can't troubleshoot and debug in their environment. There is also the GPL Licensing approach which "gives" the source away, but requires you to be credited with each successive cloning or reuse.
Having not sold my work "freelance" as it is, but always been an employee I haven't had your issue to actually encounter.
-
And look at page 187 for how to interpret the attribute - https://literature.rockwellautomation.com/idc/groups/literature/documents/rm/1756-rm003_-en-p.pdf
-
-
4 hours ago, pturmel said:This related topic features a poor guy in utter denial:
Not just The Nile @pturmel he's bought all of Egypt and Ethiopia. LOL
1 person likes this -
@Walks were I solving your issue I'd do it something like follows:
1. Create a String Tag in Logix 5000 Code called WeighUnitResultString.
2. Use the Web Based Software that come with the Control Unit to configure the Serial Data Packet to be placed in WeighUnitResultString.
3. Write my Logix 5000 Code to process the variable and return it to a null value.
As an aside I might hook a serial cable from my laptop to the Weigh Unit and using Putty/Hyperterminal etc. see what the strings it issues as I weigh devices resembles.
-
I am not a SIemens Expert. but did lookup this module - https://www.automation24.biz/gsm-gprs-communication-module-siemens-logo-8-cmr2020-6gk7142-7bx00-0ax0
It looks like for under 300 euro you can have your logo plc sending text messages to your cell phone and if properly configured only your cell phone can send commands back to it.
I'd advise talking with Siemens experts and make sure you're application is secure, but it is seeming less risky to me after a browsing of the manual.
As always RTFM.
2 people like this -
Morten - Welcome to MRPLC.com.
20 years ago placing a PLC on a Cellular or Cable Modem and giving it a URL was "state of the art".
Doing that now, even though it can still be done is a recipe to be hacked.
I'd recommend you look at a cellular VPN device and make the PLC part of your Plant/Office LAN.
Devices from Rockwell Automation and Phoenix Contact come to mind.
Now as for PLC Siemens LOGO will prove a fine choice, also would Rockwell Auitomation Micro 850/870 and the Automation Direct Productivity series.
1 person likes this -
I could be mistaken in my advice, but here goes.
The *.cli file is for starting a Factory Talk View Site Edition Project in Client Mode so you can view it.
The *.apa file is an Archive File of a Factory Talk View Machine Edition Project.
If you look on the development system under C:\Users\Public\Public Documents you should find am RSView Enterprise folder.
It could have both ME and SE subfolders.
You should find the project which matches your *.cli file in the SE\HMI projects folder.
Now getting that back into Site Edition so you can edit it is magic beyond my experience.
But others here may be able to help.
-
Don't know why I didn't think of this until now. Will your version 14 drive flash down to version 9?
If so then a firmware flash to version 9 and drop it in and go.
Had an RA rep tell me once that downflashing was often the fastest way to replace a drive.
-
i would use connected components workbench to upload the old one and program the new one assumming the old one still communicates.
-
This post is directed at @TimWilborne and any other Micro 800 Family gurus out there.
I potentially have a pair of Micro 870's coming on a new machine.
The last time I "played" with Micros it was the Micro 850 and paid through the nose to get it to message data between it and a CompactLogix.
This was revision 8 of CCW and now we are up to 13 I saw.
Has Rockwell improved the connectivity of the Micro 800 to the rest of the Logix Family in the last three or four years?
If not I may be forced to have the vendor switch to CompactLogix.
-
And thank you for sharing the problem root cause and it's solution.
I am sure you're not the only individual burnt by the [], {}, () quandary of which to use.

FactoryTalk View Studio ME ActiveX
in Allen Bradley / Rockwell Automation
Posted
I haven't used 13 yet but FTView ME Studio 12 could make the *.mer in any firmware revision down to 7.
Does the ActiveX not behave corerctly when you make a version 10 MER.