

Joe E.
MrPLC Member-
Content count
1593 -
Joined
-
Last visited
Posts posted by Joe E.
-
-
We have a handful of nearly identical flywheel-driven machines. About a year ago, we installed a 15HP Powerflex 525 drive in simple V/Hz mode with DB resistors on one of the machines. It's been running great for that whole time.
We have it set up so the STOP input (terminal 1) is wired through the DB resistor thermostats, input 2 is Run FWD ,and input 3 is Run REV. Since it's replacing an across-the-line reversing starter that's in the midst of a bunch of hard-wired relay logic, the drive's output Relay 1 is Ready/fault and will cause the relays that control drive inputs 2 and 3 to drop if the drive faults. This arrangement has been running fine on machine #1 for over a year.
We tried to duplicate that installation on another machine that has an almost identical motor (np is 1765 RPM instead of 1775, but otherwise the same including NEMA Design) but we're getting DC Bus overvoltage faults after the machine cycles for around 10 minutes. When trending in CCW, I see that the output frequency drops to 0 from one sample to the next while the STOP and Run FWD inputs are still ON and Relay 1 still indicates OK. The commanded frequency doesn't change. On the next sample, Relay 1 drops out, which also drops out input 2 (Run FWD). Then, about 400 ms later, the DC bus climbs past 810V and the drive faults on bus overvoltage. That's the only fault that's shown on the drive. The only parameter differences between the 2 machines are the network addresses and the v7 drive has flying start enabled since it doesn't have a flywheel brake that applies when the motor is stopped.
This screenshot the values of the trended parameters as the output frequency drops: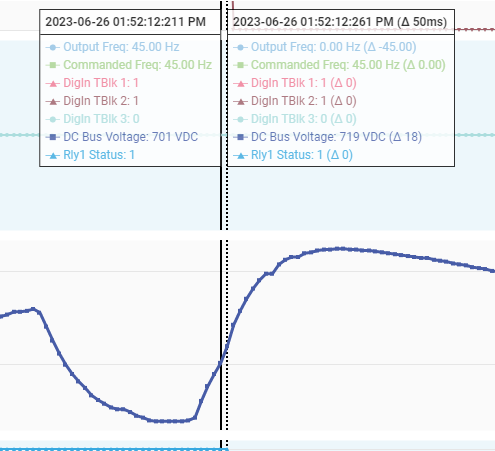
Here's the next trend sample, at which point Relay 1 has dropped, taking Run FWD with it. At this point, the DC bus (the visible graph) is still well within its normal range. It trips at 810VDC, which happens about 400ms after the output frequency drops:
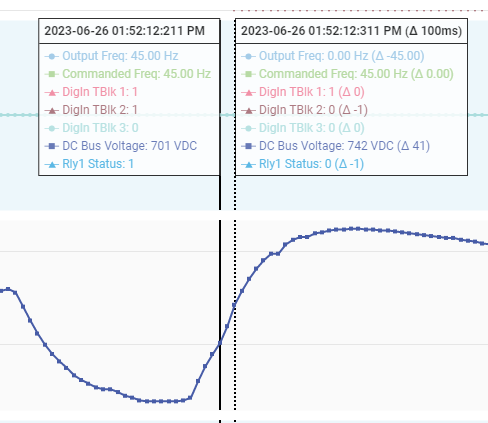
Per a suggestion from Rockwell, switching the drive to SVC (with a static autotune) accelerated the issue and I actually saw the STOP input open when the resistors got hot. The fault happened a lot sooner (in a few minutes of cycling instead of about 10 minutes). They also suggested changing p36 to 1800 to remove slip compensation and then to use P531 to disable the bus regulator, but neither improved the situation.
In case we managed to get a bad drive out of the box (or broke something during installation), we swapped in another brand new drive and got the same result. The only difference between the drive that's working fine and the ones that are faulting is the firmware version. The older one is v6.001 while newer ones are v7.001. The release notes don't highlight any issues. I would rather not flash the firmware down, but that's about my last option that I see here.
Any ideas? -
Don't forget to think about failure modes. What if the e-stop button sticks? What if its contact block falls off? What if the dump valve sticks? Etc.?
If someone could get hurt, the system almost certainly needs redundant devices and circuits.
1 person likes this -
Wait, Rockwell left something out? Say it isn't so....
Sorry, that slipped out...
-
I don't have that software installed, so I haven't looked at your program, and the usual caveats apply....
Your thorough risk assessment performed by a qualified person will dictate the level of control/redundancy you need. But...in general...if energy has to be removed in an e-stop condition, then it has to be hard wired and using a safety monitoring relay of some kind. If there is a potential for injury that's bad enough (consult the standards and/or an expert), you'll need safety-rated redundancy as well. Unless you're using a properly rated safety PLC, all of the safety functions need to be independent of the PLC. In other words, no part of making the personnel safe can depend on the PLC in any way. The PLC can protect itself, the product, and the machine, but not people (unless it's a properly rated safety PLC).
Your safety devices need to remove/block the actual hazardous energy, too. So, if you have pneumatic actuators, you need your safety system to control the compressed air, not just the electrical power to the directional valve coils.Of course, if your system doesn't have any risk to people, then you can do everything in the PLC and it's up to you how you protect the machine from itself. If you have cylinders, though, I would be shocked if your risk assessment says there's no risk to people.
2 people like this -
Hmmm....I may have some time soon to tinker around in VS. We only have FTV ME, not SE, so I can't check that out.
-
I don't know if it fits, but look under Graphics\Libraries\ for objects called "PanelView Plus *** - Keypad Layout"
-
Hmmm....when I log in and use my serial number and product key, it lets me download it fine. ProposalWorks, though, says "This item requires business justification to be released. Please use newer catalog items...". Some of the newer versions are subscription based, but there is a perpetual option that's more expensive.
The price is rising, which is what they do when they want to stop supporting something. The version we have that has that warning is 9324-RL0300ENE while the newer catalog for a perpetual license is 9324M-RSL500T40.
Sigh...you should reach out to your local distributor to find out what the differences are between the different editions and what you need to get. Since you're talking about an upgrade anyway, I would probably second @pturmel's advice to reach out to a local integrator who can connect to your system and evaluate what's there. Your AB distributor can point you to someone if you don't already have one you use. -
What platform do you use for development? Did you write your own drivers for connecting to the PLCs or use someone else's?
-
I'm interested in this as well, for a different purpose.
I want the shaded portion of a circle to change based on tag values. My goal is to visually show the programmable cam switch settings that can be adjusted at runtime. I've been working with AB PV+, Red Lion Crimson 3/3.1, and Automation Direct C-More. Ironically, the C-More has a gauge type control that comes the closest, as long as my starting point is fixed at one of the 90° cardinal points. If i could rotate the object at runtime to a random value, that would work perfectly for what I want to do, but....alas....
This is basically what I want to do:

-
I second @TimWilborne's material and also suggest Ron Beaufort:
https://www.youtube.com/playlist?list=PLGzS56y9k4eYr1uS3jPPxGunBTtPcS3Ez
He's since retired, but that playlist is another good place to start.Also, AB's online help is actually not bad (in RSLogix5,500,5000 and Logix Designer, at least). It's not perfectly perfect, but it's better than the others I've tried. Highlight the instruction and hit "F1" to go right to the help for it.
-
Have you tried to connect to the C400 with a web browser? While connected to its network port and with your PC on the same subnet, just type the C400's IP address into your browser's address bar.
-
I remember the earliest PVCs being programmed via web browser only, not CCW. As I recall, we were at CCW version 2 or something. It was really early on and they were pushing the PV Component pretty hard so we ordered a couple as a trial and ended up never using them in a machine. The main deal breaker for us was that you couldn't make an offline backup of the program with the web browser, but they were "talking about it".
I wonder if they now support connecting over Ethernet with a web browser and saving an offline file that can be imported into CCW....
By the way, my memory may be faulty on that. It was over 10 years ago and I don't have notes on our findings any more.
1 person likes this -
You have to identify the IP address, but CCW should be able to upload, edit, and download the program in the C400.
edit: *should*...as long as the machine builder didn't lock it down somehow. And, honestly, I've never used a C400 with CCW, so I am making an assumption that it can upload the file from the HMI.
-
Go to their website.
Click "Downloads"
Click "Downloads by Product"
In the "search..." window, type "Connected Components Workbench" and hit "Enter"
In the results list, select the first entry, (not Dev Ed or Trend). A popup will appear where you choose your version. They tend to release new versions pretty regularly, so I'm still at v12. As of today, the latest is v21.01. I don't know if there's a reason to choose an older version. Click the version you want and it'll show up in the window to the right.
Click the "DOWNLOADS" button. Check the box "Show Files" and an Available Downloads box will pop up. Select the file and click the download cart button, then "Download Now". After accepting the license, it will download a stub file with a long random string. Save that file and then run it. Their download manager will open and start downloading the file. At this point, all you do is wait and hope your internet connection is strong... -
The ML1400 uses RSLogix 500. There are a number of versions. "Micro" will work. I'm not sure if Starter or Developer is what you need. Either way, it's licensed software that you'll need to buy through your local Rockwell distributor.
The PanelView Component C400 can be programmed in Connected Components Workbench, which is free software. At least the earlier PV Component models could also be programmed via web interface by connecting to their network and typing their IP address into your browser.Both support Ethernet, so you just need a network cable.
1 person likes this -
What OS are you using? The PIC will only work on Windows XP Service Pack 2 and earlier. SP3 and newer broke the serial port driver. You also need a native, built-in COM port. No virtual COM ports (USB, etc.).
-
It's been a while since I worked with a DH+ HMI (or even PanelBuilder 32 for that matter...), but if you can see it in RSLinx, you should be able to download to it. And if you have access to the DH+ network, you should be able to see it in RSLinx. You said you have the round port AB cable...is that the 1784-U2DHP module? It's a USB to DH+ converter. If so, it can plug into the round Mini-DIN DH+ port on the SLC 5/04 (as pturmel said, the 5/03 has DH485 with an RJ45 connector, only the 5/04 had DH+) without disrupting the DH+ network at all, as long as you don't introduce an address conflict. On the 5/04, the round mini-DIN and the 3-pin phoenix-style connector are just different hardware connections to the same DH+ port.
If you have a cable that has the mini-DIN on one end and a 9-pin d-sub connector on the other, that won't work. What you have is almost certainly a serial cable designed to talk to MicroLogix PLCs. If you don't have a 1784-U2DHP, you'll need some other hardware to get to the DH+ network. If you happen to have the right ControlLogix hardware laying around collecting dust, you can assemble a chassis, power supply, Ethernet module, and a 1756-DHRIO module. That will definitely work as a pass-through for RSLinx to see the DH+ devices. Or, you can use a ProSoft gateway. If I didn't have any of that on hand already, I would probably try one of these before either of those:
https://www.plccable.com/allen-bradley-1784-u2dhp-alternative-usb-to-data-highway-plus-dh-anc-120e/
(No specific endorsement for that, but everything else I've bought from them has worked beautifully).Incidentally, that note on page 202 of the manual refers to reaching an RS232/DH485 HMI via passing through the DH+ port on a SLC 5/04. In other words, you connect your PC to the DH+ network and pass through the SLC to get to the RS232/DH485 HMI. If you look at page 189, it says you can use the DH+ port to (among other things) transfer applications over the DH+ link from a computer with a DH+ connection. It doesn't say anything about getting to the HMI's DH+ connection via the RS232 port of the SLC, but it might work. It's worth a try, at least, if you have access to the 5/04's RS232 port.
1 person likes this -
I can't help you with your question, but you'll probably get more attention in the Mitsubishi sub-forum.
-
4 minutes ago, pturmel said:Not a bad idea. I'd make it big enough for multiple control blocks--future use.
I agree. Make it a lot bigger than you need. You can edit code online but you can't add/remove LAD files or add/resize data files without a download.
-
The user manual says it's a no load or short circuit condition. Or, if it's a /B module, a field power loss.
I think it's really weird to flash red on a no load condition...especially for unused output points. That seems strange to me...
-
In general, I prefer to use MSG Read instructions. That way the destination registers show up being written in the program cross-reference. I think I remember seeing somewhere that reads take slightly lower resources as well, but I could be mis-remembering that. I wouldn't think that the data traffic would be too much, but it all depends on how much data is flowing back and forth and how often the MSG instructions are executing. I like having things simple and easy to understand, and I think having a read MSG straight from the source PLC is simpler. There's also less to go wrong, like if PLC C is shut down for some reason PLC B would lose the data from PLC A.
About the only time I deviated from using read instructions is when I went between a PLC5 and a CompactLogix. I found the routing and MSG path to be far easier to manage in the Logix 5000 PLC than in the PLC5, especially since it was hopping from DH+ to Ethernet via a ControlLogix backplane. In that case, I made sure to scrupulously document it and put info in the destination register's description as to its source. I know, that violates "simple and easy to understand", but I didn't have a lot of options at the time. We had about zero budget and the PLC 5 didn't have Ethernet. We had the ControlLogix hardware sitting around so it was cheap to install.
1 person likes this -
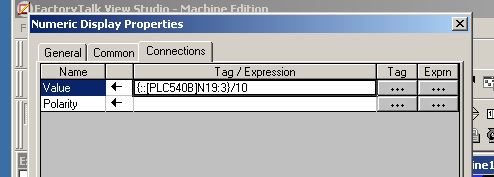
I pulled up an OLD project from a PLC5. The Tag/Expression I used was: {::[PLC540B]N19:3}/10, with the curly braces. That was directly in the object properties connections tab, not in the tag database. I would try putting the address directly in the object on the display to see if it works.
-
Back when I was supporting the S7-300s, there was a signal module for the S7-300 that added an Ethernet port. There were actually 2 models: the cheaper one worked only for getting online with your PC while the more expensive one supported adding I/O. I would suggest the more expensive one that supports I/O because we found that adding a ProSoft gateway module later would work with the better one but not the cheaper one.
Another option is this:
https://www.ibhsoftec.com/IBH-Link-S7-PP-Eng
It attaches to the MPI port and provides an Ethernet connection. As i recall, they were a bit of a pain to get working at first, but worked great once properly configured. They were only for getting online with a PC (no I/O control) and added a driver to your PG/PC interface, which is where the pain came in.If you're looking for remote access to the PLC via another PLC or SCADA system, I think you'll need the in-chassis signal module.
Another option is to upgrade the CPU to a 2PN/DP model that has an on board Profinet port. I believe that all of these options are going to involve the aftermarket, though. I'm pretty sure the S7-300 platform is obsolete, but I could be wrong. I've been away from that world for a bit over 3 years now. I have a procedure somewhere that I came up with when doing that upgrade. It was a little clunky but it worked.
-
20 hours ago, BobLfoot said:@robror_I'll second the advice of Joe E and add If you've got spare ControlLogix Racks and Parts then a 1756-DHRIO Iand 1756-EN2T can make a gateway to connect ethernet to the SLC 5/04. DOne it , but now days there are cheaper solutions.
When I started at my last location, that's what they did! They had spare parts laying around so they put together a chassis, power supply, ENBT, and DHRIO on a cart with a UPS for the desktop PC. They also had a data switch to select between the 9-pin RS232, 25-pin RS232, PLC-2 cable, and SLC 150 cable. It was an impressive setup, with 2 carts set up that way. With the UPS batteries never lasting, and the leased PCs having to go back to IT, we got laptops and the -U2DHP adapters. When the U2DHPs started failing, we got the ProSoft modules. At my current location, we don't have any 5/04s (that I've found so far...) and no DH+ at all, so it hasn't been an issue.
Powerflex 525 driving a flywheel
in Allen Bradley / Rockwell Automation
Posted
Thanks for taking a look, guys!
I was wondering about that as well. The DB resistors didn't get as hot in V/Hz as SVC (as expected). It's like it was trying to very aggressively clamp the speed, which we really don't need. I logged some brief data from both machines while they were cycling and the DC Bus fluctuation is very similar between the machines, but the problem child is going a little higher. Still nowhere near the trip point of 810VDC. I took the separately captured data from both machines and overlaid them on the same plot. The lower magnitude fluctuation at the beginning of Press 2 and the end of Press 4 is when the flywheels were running but the presses were stopped. The higher magnitude is while the presses were cycling. Both were sampled at a 50ms rate (per CCW...).
I haven't omitted the brake resistor thermostats while running, but when I disconnected them, and the STOP was asserted, relay output 1 stayed ON, as I expected. The press was not cycling at the time. I would expect, if the thermostats were blinking, that the input signals to the drive would change differently, but input 1 is generally staying on throughout the process. I only saw it open once while logging data. It stayed on every other time.
I thought about that, and about flashing the firmware back to v6 (if it will let me). If I have time, I may be able to swap the drives on 2nd shift when they're not running production but we already have machine #2 down for this upgrade so they're not going to be happy if we take #1 down at the same time.