
86 files
-
Jerry
By JerryWayne
Wet Bulb Temperature
Method Used for Calculating WBGT
• Source: https://www.omnicalculator.com/physics/wet-bulb
• Indoor Only-using Ambient Temperature and Humidity
• Calculation: WBGT=(.7*Tw)+(.3*T)
• Tw = T * arctan[0.151977 * (rh% + 8.313659)^(1/2)] + arctan(T + rh%) - arctan(rh% - 1.676331)+ 0.00391838 *(rh%)^(3/2) * arctan(0.023101 * rh%) - 4.686035
• Equipment Used
• Compactlogic Processor (1769-L30ER)
• Analog Input Card Configured for 4-20 mA (1769-IF4)
• Humidity/Temperature Transmitter (Omega Item#: HX303AC)
12 downloads
Submitted
-
Submitted
-
analog output 0-10volt
By batool
i draw analog output 0-10 volt , but now i dont know how to convert this circuit to become isolated , i need someone to help me ?
27 downloads
Submitted
-
Assembly machine
By Todd B
I once programmed these many years ago. A guy from Allen Bradley setup the program and structure. I haven't programmed since and I am getting back into it. I thought the method he used to setup the different tabs, steps and description was rather unique at least for mechanical guy like me. Easy to follow once you got it down. Could someone open these a create a .pdf of them?
110 downloads
Submitted
-
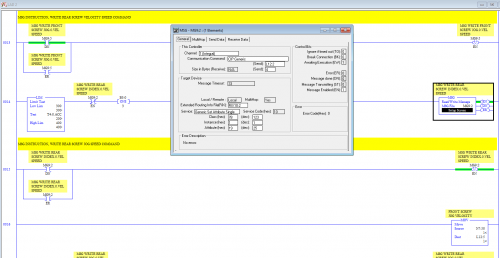
Micro Logix 1100 / Emerson EP
By simsrjr
This program was a fix for a Merrill Filler that lost one half of the screw. So because I could not get information to write from a Control Teqhniques Epsilon EP servo drive. I had the HMI controlling the SLC 500 and I would then write to the micrologix1100 which in turn sent speed acceleration, etc.. to the drive which controlled the screw.
95 downloads
Submitted
-
PLC trainee
By Radu Babau
SFC test file; cant call an STL written add-on from SFC main program
81 downloads
Submitted
-
Julian_AOI
By wlong995
This is an add on instruction to calculate the Julian date.
It outputs the Julian date as an INT and a String with leading zeros.
140 downloads
Submitted
-
Cop_5069_DigIO.ACD
By jstolaruk
I'm programming my first project with the 5069 series and the digital input and output points are not available from the modules in a condensed form. In response to the thread "Copy data from/to a 5069 digital module", I'm uploading what I'll be using to condense inputs and outputs into single elements.
The file is in v29, enjoy and look forward to seeing any improvements that can be made. Especially in the OB AOIs.
73 downloads
Submitted
-
EMRE
By emreads
hello friends do you have a file with this rss extension to convert it to pdf or is there a way to get data data
32 downloads
Submitted
-
Paletizer
By marckTony
hello guys, I've got a project and i am not too familiar with the allen bradley PLCs. So I hope you guys can help me with some ideas. we have a palitazer in our class we have to modify the PLC's program and add an extra fisical bottons, pause botton(red botton) and continue botton(green botton)
some times the operator needs to get inside to the enclosure WHILE THE MACHINE IS IN AUTO MODE and that is why we need the stop botton, so the operator can push it and "pause" the machine in any moment. all the outputs and inputs should stay in their current state until the operator press the start/continue bottom, after this the machine should be able to continue the routine.
here is some info about the palletizer
http://bidonequipment.info/pdf%20files/FMC%20CORPORATION%20EZY-150%20Palletizer.pdf
I dont know if this is possible or not I've been studyng the ladder, but I could find the solution.
I atached the PLC program in this file, thanks you very much
we got the PLC Allen Bradley SLC 5/03
93 downloads
Updated
-
AB DINT_to_ASCII_Hex
By twstevic
A routine to convert a DINT value into HEX and then an ASCII string.
402 downloads
Submitted
-
Power distribution monitoring system based on CDMA communication
By Guest
communication technology co., ltd is a professional manufacturer of M2M product which had committed to wireless communications industry for over 12 years . MDVR ,Bus wifi router , Industrial Wifi router,Moden ,RTU,DTU (IP moden)Zigbee suitable for different 4G/3G/2G network are available. Contact us for more information .
skype:caimoremichelle
mail:sales06@caimore.com
349 downloads
Submitted
-
Dryer- Basket safety and Forward/Reverse
By simsrjr
Thought I would put up a easy code using Micrologix controller that can be converted to an easy timer program I used this for work hope it helps. (Note I also have a short version if interested)
886 downloads
Submitted
-

Micrologix basic blocks
By chantecler
This is a small compilation of basic multi-vibrators, timers, counters and a couple more digital circuits for very beginners.
2091 downloads
Updated
-
Allen Bradley Micrologix 1400 and maples display
By kcor
Thought i would put these in the sample code section since when i was searching i did not find much.
The mrplc_post is the micrologix 1400 program and the mrplc_post2 is the maples HMI5043T display program which was created with the maples easybuilder 5000 software.
3496 downloads
Submitted
-
Real to Fraction
Add-On Instruction Float to Fraction FTF
this Add-On convert a real to Fraction.
Add Documentation inside the file.
Good work.
1744 downloads
Updated
-
RND LINEAR CONGRUENTIAL GENERATOR Casual Numbers
A Linear Congruential Generator (LCG)
Represents one of the oldest and best-known pseudorandom number generator algorithms.
1367 downloads
Updated
-
Complex numbers for Allen-Bradley
to apply the mathematics of complex numbers,<BR closure_uid_n926ba="1383" Pc="null">also on plc.<BR closure_uid_n926ba="1384" Pc="null">I send you some Add-On Instructions for dealing with complex numbers
this for RsLogix5000 and Siemens S7
1429 downloads
Updated
-
Solve system whit Gauss-Jordan
This Add-On Instruction Solve the equations System
whit Gauss-Jordan Reduction
In the matrix A [ i , j ] put the System of N-Equation.
In the vector b put the solutions
§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§
Example 1: Linear System 3 equation (X,Y,Z)
3 X + 2 Y - Z = 10
- X + Y + Z = -2
2 X - Y + 2 Z = -6
| 3 | | 2 | | -1 | | 10 |
X | -1 | + Y | 1 | + Z | 1 | = | -2 |
| 2 | | -1 | | 2 | | -6 |
Matrix A :=
Matrix[1,1]= 3 ; Matrix[1,2]= 2 ; Matrix[1,3]= -1
Matrix[2,1]= -1 ; Matrix[2,2]= 1 ; Matrix[2,3]= -2
Matrix[3,1]= 2 ; Matrix[3,2]= -1 ; Matrix[3,3]= -6
Vector b:=
Vector[1] =10 ; Vector[2] = -2 ; Vector[3] = -6 ;
Solution :=
Solution [1] := 1.0 ; Solution [2] := 2.0 ; Solution [3] := -3.0 ;
X = 1 ; Y = 2 ; Z = -3
§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§
Example 2: Linear System 5 equation for resolve Polynomial 4th grade
exampl. Polynomial whit 5 points:
P0(-1,-1) ;
P1( 1, 3) ;
P2( 5, 3.5) ;
P3( 6, 4.5) ;
P4( 7, 7) ;
Write in the Matrix A [ i, j ]
Matrix A :=
Matrix[1,1]= (-1)^4 ; Matrix[1,2]= (-1)^3 ; Matrix[1,3]= (-1)^2 ; Matrix[1,4]= (-1) ; Matrix[1,5]=1;
Matrix[2,1]= (1)^4 ; Matrix[2,2]= (1)^3 ; Matrix[2,3]= (1)^2 ; Matrix[2,4]= (1) ; Matrix[2,5]=1;
Matrix[3,1]= (5)^4 ; Matrix[3,2]= (5)^3 ; Matrix[3,3]= (5)^2 ; Matrix[3,4]= (5) ; Matrix[3,5]=1;
Matrix[4,1]= (6)^4 ; Matrix[4,2]= (6)^3 ; Matrix[4,3]= (6)^2 ; Matrix[4,4]= (6) ; Matrix[4,5]=1;
Matrix[5,1]= (7)^4 ; Matrix[5,2]= (7)^3 ; Matrix[5,3]= (7)^2 ; Matrix[5,4]= (7) ; Matrix[5,5]=1;
Write in the Vector [ ]
Vector b:=
Vector[1] = -1 ; Vector[2] = 3 ; Vector[3] = 3.5 ; Vector[4] = 4.5 ; Vector[5] = 7
Solutions :=
Solution [1] := 3.27380234e-003 ; Solution [2] := 0.03363105;
Solution [3] := -0.56577414 ; Solution [4] := 1.966369 ;
Solution [5] := 1.5625005
§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§§
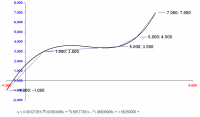
Example 3: Linear System 6 equation for resolve Polynomial 5th grade
example. Mototion Interpolation whit Polynomial
whit 2 Points :
P0 (Time0, Position 0) Start point whit (Velocity 0, Acceleration 0)
P1 (Time1, Position 1) End point whit (Velocity 1, Acceleration 1)
Write in the Matrix A [ i, j ]
Matrix A :=
X0 = time0 ; X1 = time1
Row1 X0 ^5 + X0 ^4 + X0 ^3 + X0 ^2 + X0 + 1 (Position P0)
Row2 5 * X0 ^4 + 4 * X0 ^3 + 3 * X0 ^2 + 2 * X0 + 1 + 0 (Velocity P0)
Row3 20 * X0 ^3 + 12 * X0 ^2 + 6 * X0 + 2 + 0 + 0 (Acceleration P0)
Row4 X1 ^5 + X1 ^4 + X1 ^3 + X1 ^2 + X1 + 1 (Position P1)
Row5 5 * X1 ^4 + 4 * X1 ^3 + 3 * X1 ^2 + 2 * X1 + 1 + 0 (Velocity P1)
Row6 20 * X1 ^3 + 12 * X1 ^2 + 6 * X1 + 2 + 0 + 0 (Acceleration P1)
Vector b:=
Vector[1] = Position P0 ; Vector[2] = Velocity P0 ; Vector[3] = Acceleration P0 ;
Vector[4] = Position P1 ; Vector[5] = Velocity P1 ; Vector[6] = Acceleration P1 ;
Interpolation Polynomial Position :=
Position := s1* t^5 + s2* t^4 +s3* t^3 + s4* t^2 + s5* t + s6;
2089 downloads
Submitted
-

Generic Sequencer
By OkiePC
This program is used to construct a sequencer with both input and output sequencing. The excel file is used to design the sequencer and includes features to update the user selectable files in a PLC using DDE. The PLC program sequences the inputs meaning that the input pattern for each step determines when the sequencer advances. A mask file is used for the inputs so that those that are irrelevant for a particular step can be ignored. This program does not use the classic sequencer instructions but uses MEQ and MOV instructions with indirect addressing instead. This leaves the end user more flexibility for controlling the step number.
Update r002: Added CLR instruction to the diagnostic word so that it does not hold "old data" as the sequencer advances.
EDIT: Added a beefed up version* for a real world machine (OK International 220 Servo bag inserter.) This program is not fully polished, I think the version here was after a few hours of refinement, and then stripping it down for speed. Today, I hit a full 17.5 bags per minute replacing logic that was running at 14.5 bags per minute. I ended up removing another input conditon for the seal bar timer, finding that it doesn't need to inhibit the opener from opening. I need to put in a discharge timer to keep the belt running long enough to send the last box out when finished even when the downstream is blocked, but continue to hold back the input clamps. it would be handy to cycle stop and have the machine empty itself too.
My main next goal on this particular machine, is to find out why the Ultra drive is not ready and homing quickly enough. I think my reset times are worse than the old logic! It seems I have to wait 5.5 seconds after the drive is ready before I can send it a successful home trigger. Today, I tried keeping logic power applied, and it did well until someone had to physically move this linear device and caused regeneration which triggered a non-recoverable (must power cycle)... E41...So, I can't cheat with two black wires unless I add a shunt or an output contactor to dodge this hard fault. The extra effort will be an amazing improvement in recovery times when they have to open the doors. Now it take almost en seconds sometimes to reset and then reset. I must be sequencing the output logic to the Ultra drive incorrectly,.but I have altered it several times with little improvement. There will be more trial and error with the wiring and perhaps a DB to get this right.
*The 2nd file includes a rate calculation (boxes per minute in this case) as well as a programmable minimum and fault timeout for each step, multiple modes (auto, manual, single step, bag only).
Known limitations: I have realized the need to add a macro button to the xls sheet which would read back the PLC sequencer data and populate the bit fields in the sheets. I also still need to lock the references so you can move the raw data without hosing up the references on other sheets. For use as-is, just don't drag the raw bit data or insert data, copying and pasting is fine to move steps forward and backward.
I also need to add to the excel sheet some columns for minimum time in step, and fault times so they can be edited from the workbook too.
4507 downloads
Updated
-
TShark Triggering
By Ken Roach
This is a writeup and two examples of using a ControlLogix or an SLC-5/05 to trigger the TShark IP analysis program on a PC using the SerialKeys feature of Windows.
I am placing this file on the MrPLC website both for sharing and so I can find it again when I need it !
1154 downloads
Updated
-

InView 2706-P42C w/Ethernet IP ASCII Example Code
By Chris Elston
Here is the sample code I wrote for an Allen Bradley InView display I recently did. Well a year ago recently...I just finished up a First Experience article that I will reference this source code for.
2295 downloads
Updated
-
2 Button manual sealing bar
2 button operation for a maual sealing bar. both buttons must be pressed at the same time in order to complete operation. Good for keeping the operators hands away form the sealing blade.
2182 downloads
Updated
-
TRUNCATE IEEE754 FLOAT
By TConnolly
Sometimes is necessary to truncate (remove the fraction) or round a floating point number that is outside the range of -32678 to +32767 - making it impossible to use a MOV to an integer to make the conversion.
This is a program I worte that shows how to perform a truncation directly on the floating point number by copyng the 32 bit pattern of the float and then determining which bits of the mantissa to keep and clearing all the rest. It includes three subroutines two of which show two different methods of truncating the float and a third which rounds the float to the nearest whole float.
An understanding of the IEEE-754 float format is helpful in understanding how this program works but its not necessary to use it.
1677 downloads
Updated
-
20-COMM-E Adapter Diagnostics
By Ken Roach
To rule out problems with data traffic to AC drives sometimes I ask a user to monitor the DPI Diagnostic Items in the 20-COMM-E interface. These can be read using Drive Explorer Drive Executive or the 20-COMM-E embedded Web page.
But the controller can also read these values with a little help from the 20-COMM-E User Manual and some ladder logic for messaging.
The DPI Diagnostic Object is Class 0x99. The Diagnostic Item value is Attribute 1. But what's the Instance number ?
The Instance number for Adapter items begins at 0x4000 (16384) and I am interested in Items 49 through 55:
Item# Name Instance # Data Size (bytes)
49 EN Rx Overruns 16433 2
50 EN Packets Received 16434 4
51 EN Rx Errors 16435 4
52 EN Packets Sent 16436 4
53 EN Tx Errors 16437 4
54 Last TCP Reset 16438 2 (Read Only)
55 Missed IO Packets 16439 4
This ladder example just reads those 7 values repeatedly. I could be expanded to cover multiple drives.
These values are all reset when power is cycled which is why I'm interested in having the controller read them instead of standing around looking at the software monitor all day or trying to have people read them before they cycle power to the drive.
1306 downloads
Updated