Search the Community
Showing results for tags 'rockwell automation'.
Found 100 results
-

5-Day Ignition Core Training Course near Indianapolis, Indiana from May 15-19, 2017
jillianmv27 posted a topic in For Sale, Employment, Services or Wanted
Inductive Automation is conducting a 5-day training course covering the core features of Ignition by Inductive Automation. It will be hosted at Flexware Innovation which is located near Indianapolis, Indiana. Most of the Ignition Core Classes in the US are offered in California, but for this time only we're offering it in Indy - midwest USA. Whether you are a new user to Ignition or an existing user looking to discover the full breadth of Ignition's capabilities, this is the course for you! You will get an in-depth look at the architecture of Ignition, involving the interactions between PLCs and SQL databases. You will learn how successful projects are planned and executed from start to finish. The course is 5 days long with class from 9 AM - 4 PM each day. The course is taught in a classroom where each attendee must supply his/her own computer. Complimentary lunch will be provided each day. The curriculum includes lecture, demonstration, and the creation of a live project that gives each student hands-on experience with all major features of Ignition. The format of the course encourages students to ask questions relevant to specific projects they have planned. When: May 15-19, 2017 Class Hours: 9am - 4pm Where: Flexware Innovation - 9128 Technology Lane, Fishers, IN 46038 Cost: $2500 first attendee ($2000 additional attendees) To learn more and register, please visit: http://www.flexwareinnovation.com/inductive-automations-ignition-core-training-fishers-indiana/ OR https://inductiveautomation.com/training/course/details/475 -
Hi All, I'm hoping someone can help me. We're currently in the very early stages of re-designing how our vacuum system works. Currently we have 6 vacuum pumps supplying around 8 different packaging machines which we currently have to turn on and off manually depending on the demand on the machines. The challenge is to design and implement a part or fully automated system to control the current vacuum pumps - The key requirements are Supply must equal demand for the vacuum pumps - so they are only used when neededAutomatic switch-off when not in useCycling the use of the vacuum pumps so as not to overuse oneAbility to take a pump out of the loop for service/breakdownsManual override/shut-offScope for expansionUser-friendly interface (possibly touch-screen/wireless)I am a complete novice when it comes to OMRON PLC work and would like some guidance on possibly similar projects or at least pointing in the right direction with which PLC to go for. Thanks for your time Jack
-
 Discovering the Functionality of the PlantPAx Library of Process Objects (NEW DCS FROM ROCKWELL AUTOMATION) http://j.gs/14738575/plantpax
Discovering the Functionality of the PlantPAx Library of Process Objects (NEW DCS FROM ROCKWELL AUTOMATION) http://j.gs/14738575/plantpax -
I am planning to launch a website for online training of PLC SCADA and drives. Please provide your insights on which software, hardware and other contents do you expect for the online automation course.Also provide suggestions on any online course related to Industrial automation or instrumentation that you wanted to learn.Your feedback is appreciated.Thank You
-
Hi all, I need to edit the hardware configuration of an existing system on B&R 2005 system. but when I upload program from plc to my computer and trying to open it on Automation Studio so Software is not recognizing this uploaded file from PLC. Actually Digital Mix module is malfunctioning in existing system, and this module is out of stock. What I want to replace it with one Digital Input and one Digital Output Module which is available. Please help me Thanks & Regards
-
I am planning to launch a website for online training of PLC SCADA and drives. Please provide your insights on which software, hardware and other contents do you expect for the online automation course.Also provide suggestions on any online course related to Industrial automation or instrumentation that you wanted to learn.Your feedback is appreciated.Thank You
-
Hi I have a big issue with machine user access using loggin and password. There are different levels of login (operator, maintenance and admin) locked with physical key or password. The problem is that whenever any other user sees the password or got the key he can use it later. Is there another efficient way to lock the access and may be record who is logged when and how? Thanks
-
Hi all, Can someone please help me, I am using a Micro830 Controller running connected components workbench software to program the controller. I want the use the Real Time Clock of the controller to control an output to turn on everyday at 01:30am and turn of when it receives a signal from an input. The output will control a backwash valve that will operate and activate a cam switch internally that sends a signal back to the Controller to say the valve has operated and can now stop sending the signal to the valve. (if that makes sense). I have tried playing around with the RTC instructions but I cannot seem to get it to operate how I want it to. Any help would be much appreciated. EnvrioService
-
Hello All, I'm completely new to the motion control systems and I'm interested in learning servo programming and motion control. I was trying to find a good resource that I can start learning from A-Z, but I couldn't find any. I have a demo kit with compactlogix processor and two kinetix 6500 drives with servo motors. What is the best way to learn it. If you guys have any resources or basic sample program please help me. Any learning material would be helpful. Thank You All
-
how to receive signal from E+H sensor by MVI69-HART to Rockwell PLC
wallace113 posted a topic in Allen Bradley / Rockwell Automation
Hi everyone, I want to receive signal from E+H flow sensor to Rockwell PLC( module MVI69-HART attached to PLC). I tried to use local 4 which is new local opened when I added successfully MVI69-HART(INT type variable) but it not work. Sensor's monitor display mA values (4mA -> 20mA). Could you please show me how to receive mA signal in PLC software or give me some documents related to this issue? Thanks. Have a nice day. ^^ -

Rockwell ControlLogix 5000 and SMC Flex
dadof3and3 posted a topic in Allen Bradley / Rockwell Automation
Gentleman… Does Rockwell have any simulation PLC code that mimics an SMC-Flex soft starter? Since we are using those (as well as the E3+ and E300) I would like to develop a model environment for starting of several drives. In a specific case, we may have 3 or 4 drives in a pool of drives in which only a subset must be running at any one time. Development of ladder logic for starting and maintaining those drives running while considering various fault conditions and startup issues would be very helpful in our environment. I would like to be consistent among various areas within our plant that we incorporate pools of drives, from 4 to 2. Having the ability to test in the lab would be very beneficial. Thank you, David -
PAROCK1 for HMI/SCADA View File Now a software solution is available for your Modbus (MB) needs in Rockwell/Allen-Bradley Control Logix or Compact Logix (Clgx) family processors, instead of a traditional 3rd party hardware like Prosoft MVI-56, Molex SST-SR4-CLX-RLL etc. It is an Add-on instruction (AOI) for PLC/PAC firmware v16 or later, (other solutions are available for pre v16 systems). For hardware interface, use PLC’s channel 0 (serial) or TCP/IP Interface module(s) to have as many MB TCP/IP devices or serial devices. (Some limits apply based on system configurations, Comm. settings depending on HW used.) Connect any MB Client/Master or Server/Slave device(s) to your CLgx PLC, including flow computers, analyzers, VFDs, Power Monitors, Level gauges, Smart I/O, etc. All the MB public/native function codes are supported. 32-Bit integers/floats as single entity are supported with byte and word level swapping. A separate utility automates the data mapping to your PLC logic. Features -Serial Master (BASIC required Option); TCP; Slave; Redundancy; More than 5000 accumulative registers; MB CFC (Custom/Private Function Code) Support; Data mapping too – Between PAROCK1 & your PLC logic; Packaged with Rockwell; TCP/IP Interface Module; Volume Discounts; Annual Support Requirements -Rockwell/AB-CLgx processor with v16 or later. Contact PCI for earlier versions. -If using CPU’s Chan0, you cannot use Chan0 for any other user mode activity. You can use it for non-user mode activities -TCP/IP Interface Modules from Rockwell/AB supported, are: -1756-EN2xx ControlLogix® Ethernet/IP communication modules, firmware revision 5.007 or later -1756-EWEB ControlLogix Ethernet/IP web server module, firmware revision 4.006 or later -1768-EWEB CompactLogix Ethernet/IP web server module, firmware revision 1.002 or later -1769-L30ER, 1769-L30ERM, 1769-L30ER-NSE, 1769-L33ER, 1769-L33ERM, and 1769-L36ERM CompactLogix controllers, firmware revision 20.011 or later -1769-L24ER-QB1B, 1769-L24ER-QBFC1B, 1769-L27ERM-QBFC1B CompactLogix controllers, firmware revision 20.011 or later -1769-L16ER, 1769-L18ER, 1769-L18ERM CompactLogix controllers, firmware revision 20.011 or later Other Related Services/Items -Custom PLC Add-on instructions building -PLC upgrades, troubleshooting, applications -PC Windows, iOS5, Linux, Mobile devices Comm. Drivers -Custom development, Technology Transfer Services -Other Non-AB communication drivers for serial or TCP -Full control system integration, training, architecture design This driver can be conviniently used with Visual Studio in development of complete large scale complex HMI/SCADA Systems. It can be used to perform advanced reporting MES, analytics, IoT, Big data type apps. One example is available to download here For More Info Overview of Parijat Drivers: Click here Additional supporting Info about Parijat Drivers:Click here Complete Related Driver options: Click here Submitter Scadadoctor Submitted 03/10/16 Category Other PLC Demo Software
-
Rockwell/Allen Bradley ethernet communication Protocol/driver
Scadadoctor posted a file in Demo Software
Version 1.0.0
224 downloads
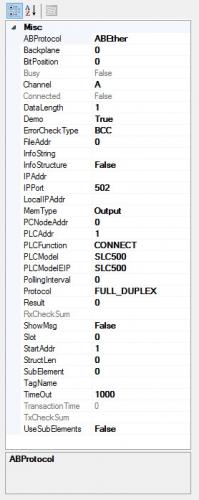
The Allen-Bradley Ethernet Driver provides an easy and reliable way to connect Allen-Bradley Ethernet devices to Client applications, including HMI, SCADA, Historian, MES, ERP and countless custom applications. This driver supports the Allen Bradley SLC 5/05 series, PLC-5 series, ControlLogix, CompactLogix, and MicroLogix PLCs. Features Interface: TCP/IP Ethernet Port, DHRIO, Net-ENI PLC Supported: AB Controllogix, Compactlogix, Micrologix, SLC50x, PLC5, via TCP/IP Ethernet built-in or Module port. Any device with Ethernet/IP protocol. Methods: Open, Close, RefreshInfo, ClearDataBuffer Events: OutCome (fires when a communication transaction completes) , RXComplete, TXComplete General: Also Supports unsolicited messages from SLC, Clogix family. Via DHRIO, access SLC & PLC5 data tables for read/write. Read or write most of the AB data types. support for DataQueue reads in SLC and Micrologix Throughput: Reads 100 consecutive registers @ 10Mhz in 40 msec. This driver can be conviniently used with Visual Studio in development of complete large scale complex HMI/SCADA Systems. It can be used to perform advanced reporting MES, analytics, IoT, Big data type apps. One example is available to download here -
[Demo Software] - Rockwell/Allen Bradley ethernet communication Protocol/driver
Scadadoctor posted a topic in Download Comments
View File Rockwell/Allen Bradley ethernet communication Protocol/driver The Allen-Bradley Ethernet Driver provides an easy and reliable way to connect Allen-Bradley Ethernet devices to Client applications, including HMI, SCADA, Historian, MES, ERP and countless custom applications. This driver supports the Allen Bradley SLC 5/05 series, PLC-5 series, ControlLogix, CompactLogix, and MicroLogix PLCs. Features Interface: TCP/IP Ethernet Port, DHRIO, Net-ENI PLC Supported: AB Controllogix, Compactlogix, Micrologix, SLC50x, PLC5, via TCP/IP Ethernet built-in or Module port. Any device with Ethernet/IP protocol. Methods: Open, Close, RefreshInfo, ClearDataBuffer Events: OutCome (fires when a communication transaction completes) , RXComplete, TXComplete General: Also Supports unsolicited messages from SLC, Clogix family. Via DHRIO, access SLC & PLC5 data tables for read/write. Read or write most of the AB data types. support for DataQueue reads in SLC and Micrologix Throughput: Reads 100 consecutive registers @ 10Mhz in 40 msec. This driver can be conviniently used with Visual Studio in development of complete large scale complex HMI/SCADA Systems. It can be used to perform advanced reporting MES, analytics, IoT, Big data type apps. One example is available to download here Submitter Scadadoctor Submitted 02/28/16 Category Demo Software -
Hello Dear friends, I have following two problems in RSLogix 5000. I just started working with this software. I am using RSLogix 5000 for my project and I want to use inbuilt drag and drop elements like measuring instruments for example Voltmeter etc. in my ladder diagram. Does it possible or do I need to add some libraries or add ons for that? I want to plot graph of different properties with respect to time in RSLogix 5000. my question is again the same; what is the way to do it or do I need extra Add ons? Thank you in advance for your help :) Merry Christmas!!
-
I would like to bring up a topic that I've been been bouncing around in my head for the past few months. I make a living as an industrial programmer, sequencing using PLCs, dealing with drives, networking, controlling heavy machinery. All the hardware we use are from established companies like Allen Bradly, Sick, Cognex, Delta, ABB, etc... big $$$, you pay for the software, pay for the hardware and pay for the support. It's not uncommon for a large control system to cost $50k+ (hardware only) By night I'm just your regular maker. Programming AVR series uC, ARM series, playing with various open source hardware Arduino, RPI, Teensy, 3D printers, designing PCBs, stepper motors... whatever I can get my hands on. Both worlds are the same... but completely different, and there is ZERO overlap. I'm interested in why other people think this is, I'm sure that makers don't get into the industrial stuff because the price point. I'm not going to pay 8k for a AB Logix rack... are you kidding me? but vice versa? is the lack of support really all that daunting? I find OS stuff to be way more powerful, understanding something from the bare metal is the most amazing feeling, and being able to modify it to your needs is even better. Digging into somethings source is without an argument the most flexible platform to build on, and knowing the board level schematic for a chuck of hardware opens up a world of opportunities... Then lies the ethical dilemma... If I was to profit off other people's work, does this make me a bad person? What if I push the changes back into the development (which frankly I have no problem doing) I would love to head other people's opinions...
-
Hi there! I`m a PLC programmer from Romania and i work in automotive industry. I know to program in Step 7 and in Codesys. I`ve been working with S7-300 from Siemens and Wago 750-881. I am also designing the electrical drawing for my project in a software called WSCAD. I am trying to leave abroad because i have a low salary here and i am wasting my knowledge. Can anyone give me an advice or help me with finding a normal paying job in plc programming? Thank you very much in advance and have a really nice day!
-
PLC is a purpose built machine control computer. It reads carious digital and analog inputs from various sensors and executes a user defined logic program. The PLC training in Pune starts from basics of definitions to development of projects while implementing TTIM platforms. PLC training in Just Engineering is designed with a 90% practical: 10% theory ratio making it easy to understand. Join Just Engineering today for best PLC training in Pune. Just Engineering also provides training for Diploma in Industrial Automation,Project oriented Certificate Course in Automation,Certificate Course in Automation,Certified PLC Programmer,Certified SCADA Professional. To know more Contact us:+91 20 6400 8882/ +91 9595177077. See More.... http://www.justengg.com/plc-training-center-institute- Pune/
-
Bridging the gap between PLC and Smartphone
hboyer90 posted a topic in Allen Bradley / Rockwell Automation
Hey all, I've been trying to figure out a way to bridge the gap between my smartphone and my PLC. Both are capable of such amazing things and I want to bring them together. I know other's are already doing this, but I'm wondering if there is a way that i can do this without purchasing their products and using what I already have. What I have: Micrologix1000 PLC and a MicroLogix1100 PLC, a laptop, a Samsung Galaxy S5 Objective: To be able to control outputs in my home using my phone. I know there has to be a way. I want to be able to control lights in my home using my phone. Wire an extension cord to the output of my PLC, have that plug into a lamp, keep the switch on the lamp turned on all of the time, only turn on that output when I want to. Obviously I could control that output in a number of ways. If I had an HMI, at a certain time of the day have the lights turn on or off, ect. But I want to bridge that gap and use my mobile phone as the input/hmi that controls the output of that lamp. Is there an easy/way of doing this without buying an expensive 'Hue' lighting system? I've got to think so. Any thoughts would be greatly appreciated. I see that Siemens and a few other PLCs have mobile applications, but I see nothing for Android. Just want to get all of your opinion. Thanks Howard -
Resizing Pop-up of FactoryTalk View SE Signature Button
mcoghi posted a topic in Allen Bradley / Rockwell Automation
Good Morning guys, I've been working on the last months in a complex project in Pharmochemical Industry, in this project the customers will need run FactoryTalk SE Client in a Data Collector(Motorola MC3190 with Windows CE and resolution 320x320), so because FT doesn't run in 3rd party Microsoft Windows CE devices/platforms, i will use Remote Desktop Connection from Windows to acess FT in a PC. Until here i didn't have problem, i created one script that detect the resolution of screen and open graphics developed in 320x320. And here comes the problem: FactoryTalk use one ActiveX developed by Rockwell to make Digital Signature, and this pop-up is too big for the resolution of Data Collector(320x320). I couldn't find a way to resize it.... I attached a picture from screen of MC3190. Anyone knows one way to resize the pop-up? If not's possible, have a way to send as a parameter the information to Digital Signature function? Thanks. -
Most of brands PLC,HMI,Motors on FastToBuy
koollse posted a topic in For Sale, Employment, Services or Wanted
We are a vendor specializes in industrial automation field. many customers almost from all the world order industrial products on our website FastToBuy.com. we sale products include industrial control system PLC, HMI, Motors, even industrial PC and accessories, communication device, electronic components. Also we are the agent of many China integrated circuit factory. Not only supply all kinds of low price LCD screen products, you should know most of LCD Made-in-china is cheaper than other famous industrial brands and with a high quality, but also supply efficient solutions to solve our customers, we gained a reputation in industrial automation field, on eBay and AliExpress, you search "fast to buy" can find us,. In a word, we only want to make more people know us, we supply nice products with a high quality service. -
Hi, i tried everything i know and what i saw in all forums possible, and i can't resolve that problem. So i came here hoping have anyone can make this "miracle" rsrs This is the problem... Have one application operating with FactoryTalk SE 5.00.00 (CPR 9) in plant made by other enterprise and we will insert a new area on system. So we backup the application coppying this 3 itens: - The file: C:\Documents and Settings\All Users\ApplicationData\Rockwell\RNAServer\Global\Application.RNAD - And the folders: C:\Documents and Settings\All Users\ApplicationData\Rockwell\RNAServer\Global\RnaStore\Application C:\Documents and Settings\All Users\Documents\RSView Enterprise\SE\HMI Projects\Application After i create a VM with Windows XP Professional and same name of existent server, install FactoryTalk SE and replace the file and folders in respectives locals. So i open FT and all most of things restored, but the graphics didn't. I tried add them manually, It appears that is loading, but in the end, no screen was added. Sorry for my english errors... I hope someone can help me.
-
1734-FPD needed between relay output module and analog input?
python01 posted a topic in Allen Bradley / Rockwell Automation
I am working on Remote IO panel and plan to use the following components: 1734-AENT 1734-OW4 - qty 2 1734-IE4C I wonder if I need to separate the bus between the relay output module and analog input module? Or anywhere else in this setup? Thanks. -
hello guys, I have a Doubt: when working on automating conveyors in series, should start at the same speed all the conveyors of the system?
-

Allen-Bradley Logix Family Tag Browser Library for .NET Framework 2.0 - 4.8. ASBrowse.NET
Automated Solutions posted a file in Demo Software
Version 1.1.5
1451 downloads
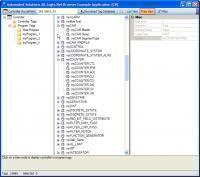
ASBrowse.NET for Allen-Bradley Logix family is a class library for program and tag browsing on A-B Logix family of controllers. View and download any Allen-Bradley Logix Family controller's tag database without RSLogix 5000 or Studio 5000. Can be purchased as ready-to-run application, or as a .NET class library allowing you to incorporate tag browsing into your own applications. Potential uses Quick and easy browsing and verification of programs and tags outside of programming software Runtime tag selection in conjunction with other Automated Solutions products such as ASComm.NET communications driver. Runtime tag selection in conjunction with third party applications or drivers. Bulk edits for importing back into PLC/PAC programming software Documentation Key Benefits Allows you to browse programs and tags on A-B ControlLogix family without the need for RSLogix 5000 Does not require RSLinx or 3rd party drivers Supports controller tags and program tags Supports UDTs and PDTs 100% managed code x86, x64, and Any CPU compatible Visual Studio.NET 2022, 2019, 2017, 2015, 2013, 2012, 2010 (Express, Pro, Premium, and Ultimate Editions) Runtime-free for qualified applications