

AndrewG
MrPLC Member-
Content count
133 -
Joined
-
Last visited
Posts posted by AndrewG
-
-
17 hours ago, vanquangtk said:I read the manual "FactoryTalk View Site Edition User's Guide", and I see the only way to switch screen is creating a switching button in HMI screen. But that is not exactly what I want.
This is the only way I have ever done it. You need to create a switching button on the HMI. But you can add Animation to the button to make it visible/invisible based on a tag value in the PLC. You can use this to make it impossible to switch screens, unless a certain condition is met in the PLC. I'm not aware of any way to switch screens just by using an instruction in the PLC. Hope this helps.
1 person likes this -
I guess the first thing to find out is, what kind of application is your customer using/what software did he use to build his application? My understanding is, you will need an OPC server to allow communication between the Micrologix and your customer's application. Rockwell's RSLinx is one example of an OPC server. I would start by asking your customer for more details about his software application and then figure out how to make it communicate with the Micrologix.
-
It's been a couple years since I've run into this issue. The easiest thing to try is stopping, then restarting the datalogs. I think the commands for these are DataLogOn and DataLogOff if I remember correctly. I also remember having to delete the datalogs and create new ones because they got corrupt. Sorry I can't remember any more details. Hope this helps.
-
I have never used Network Distributed myself, but maybe these manuals will help:
https://rockwellautomation.custhelp.com/ci/fattach/get/110592/
https://literature.rockwellautomation.com/idc/groups/literature/documents/in/viewse-in003_-en-e.pdf
https://literature.rockwellautomation.com/idc/groups/literature/documents/um/viewse-um006_-en-e.pdf
-
The first thing you should do is get as much info as possible on the Comtrol unit. Comtrol has to provide you info on how to set up this unit. Based on my experience in the past, there may be software configuration that you have to do on the Comtrol before you can use it. Comtrol may have their own software that you can download and use to set up the unit.
In the past I've used a Moxa unit to convert from Modbus to Ethernet/IP and I had to download software from Moxa to set up the Moxa unit. The Moxa unit that I used had a detailed user manual that even gave examples of how to use their unit to communicate with an Allen-Bradley PLC.
-
In the past I have used the GSV instruction. Make the Module Object of the GSV one of your PLC's. Use the EntryStatus Attribute to see the state of the PLC. The Instruction Help for the GSV instruction has more info.
So you will have one GSV in the PLC1 logic what checks the status of PLC2, and another GSV in the PLC2 logic that checks the status of PLC1.
-
17 minutes ago, PaulKim1003 said:Thanks for the reply.
Does that mean i can not use NPN sensor if i have a sinking PLC input moduel??
I don't know. I have only seen NPN sensors a few times in my experience, and every time I replaced them with PNP sensors to make them easier to use. (In my case the sensors were inexpensive to replace)
-
Yes, you need to select the correct type of sensor.
here is a link that may help:
https://www.schneider-electric.co.uk/en/faqs/FA142566/
You need a PNP sensor if you have a sinking PLC input module.
-
Try it with another tag, create a tag called Test_Dint2 in the PLC and see if it works. Or try to create a tag with datatype REAL (for example Test_Real) and try that
-
It looks ok to me. Maybe try some different expressions:
{[PLC]Test_Dint < 4}
{[PLC]Test_Dint == 0} OR {[PLC]Test_Dint == 1} OR {[PLC]Test_Dint == 2} OR {[PLC]Test_Dint == 3}
-
I would first find out if there are certain setups/situations that will be the most common. It's possible that there are 100's of different possible setups, but only 10 will actually be used. Create some buttons, labeled "Recipe 1", "Recipe 2" etc that load the most common setups when you press them.
-
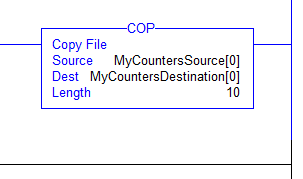
Can you post a screenshot of your logic?
Look at some of the examples in the Instruction Help for the COP instruction.
You probably need something like this:
-
Not sure about the arrays, but here is some info on getting data from RSLogix into Excel:
https://theautomationblog.com/getting-allen-bradley-plc-and-pac-data-into-excel-using-rslinx/
http://www.plcdev.com/connecting_controllogix_excel
-
Thanks for the info. Siemens is not used much at my site.
-
Working on my first Siemens project. It's supposed to be a S7 PLC with a TP-1200 HMI (Comfort panel). What software is used to program these? Can I use TIA Portal for both the PLC and HMI programming? Or do I need Win CC for the HMI? Also, what is SIMATIC Step 7 software, is this obsolete? Thanks in advance.
-
Update: after trying about 20 different "nicknames" I found one that was accepted and finished the registration. Maybe the Siemens website was having issues or something.
-
Working on my first Siemens project. Called tech support and they sent me a link to a software download. But, I need to register on the Siemens website for this. For some reason I can not register! I've tried using Internet Explorer, Firefox and Google Chrome. I put in all my info and then the website either freezes up, or it says the "nickname" I chose was already in use. I've tried at least 10 different "nicknames". Some of them were just random combinations of letters. I don't see how this is possible. Anyone else have this problem?
-
Looks like you already tried a few things I would suggest. I used to use RSView32 a lot, a few years ago. It worked fine on Windows XP, but when used with Windows 7 I had all kinds of issues with the VBA code. I called Rockwell many times and the best advice I got was to go through the VBA code carefully and rewrite it if needed. Delete part of the VBA code, run the project, see if the error goes away. If it does, then you know what part of the VBA code caused the problem. If not, then continue to delete more of the VBA code until you can get the project to run without an error. Obviously make sure you have a good backup of the project first. Hope this helps.
Edit: also try to uninstall any recent Windows 7 updates and see if this helps
-
You're using a Micrologix so I'm assuming you're using RSLogix500. The Instruction Help for MSG lists the error codes and their meaning. I just looked, looks like there are about 50 different error codes with different meanings so maybe this can help you narrow it down. Try to be online with the PLC at startup so you can catch the exact error code when this issue happens.
-
Can you post an image of your logic?
Is it possible, that after the FLL is completed, some other values are written to your ".Count" somewhere else in the logic
-
This link may help:
You may want to try to delete the Harmony files too: go to either
C:\Program Files\Rockwell Software\RSCommonC:\Program Files (x86)\Rockwell Software\RSCommondepending on if you have a 64 bit or 32 bit PC.
Delete
Harmony.hrcandHarmony.rsh(See Tech Note 769010 in the Rockwell Knowledgebase for more info on Harmony files)
-
Can you go online with the PLC? If you can then look at word S:6 for the error code.
See page 6-4 here:
http://literature.rockwellautomation.com/idc/groups/literature/documents/um/1746-um026_-en-p.pdf
See page B-26 here for a complete list of error codes and what they mean:
http://literature.rockwellautomation.com/idc/groups/literature/documents/rm/1747-rm001_-en-p.pdf
-
I just googled it, then searched on the Rockwell website and did not find any Sercos to Ethernet/IP conversion guides. Rockwell has a "Application Technique" here:
http://literature.rockwellautomation.com/idc/groups/literature/documents/at/motion-at006_-en-p.pdf
Not sure if it will help you though.
1 week is not a lot of time. Maybe the programming can be finished in 1 week but testing will probably take longer.
-
Not sure if this is a good idea for your application or not, but I have used Automation Direct current transducers to read amp draw in the past:
Connected Components Workbench
in Allen Bradley / Rockwell Automation
Posted
I've never had this exact problem. But I did use CCW with a Micrologix PLC for the first time a couple months ago, and my experience was not so great (CCW kept crashing). Only thing I can suggest, since you say you are modifying an existing program, is make sure you have the latest copy of the program and upload from the PLC to make sure you have the latest and greatest. Maybe the tags were changed in the PLC but never saved in the program. Sorry I can't think of anything else. Hope this helps.