
Search the Community
Showing results for tags 'cognex allen bradley communication'.
Found 424 results
-
This is my company's first time using a Mitsubishi PLC and our partners/clients advised us against using the built-in Ethernet port on the Q03UDE CPU, saying that we should instead use a standalone QJ71E71 Ethernet module. The QJ71E71 costs 1.5x the CPU module so there are significant savings in using the built-in Ethernet. They cited reliability issues but can anyone here back up their claim? We use our PLCs as simple I/O blocks - a PC runs a program which communicates with the PLC and tells it what outputs to fire. There is no actual ladder logic on the PLC. The PC connects directly to the PLC. I wrote a small C# utility that blasts the QX40 and QY80 input/output cards on my stack with random values and reads them back to ensure correct data transfer. The QJ71E71 Ethernet module averages 10 ms for a read or write operation and the Q03UDE averages 3 or 4 ms (much quicker!). So, does anyone have a reason to use the QJ71E71 port instead of the CPU? Thanks
-
My new Associate Controls Engineer was trying to configure a 9300-ENA module and changed an address, now i am unable to go on line thru my web browser. Is there something i can do to start over?
-
If you are looking for PLC spare parts check out our Ebay Store http://stores.ebay.com/Nordland-Industrial-Parts Make us good offers
-
Hello, I have an annoying problem with communication between Siemens S7 PLC and HMI panel. Here it how it looks like: I am using Siemens S7-315 with 343 Lean ethernet port. This port is used to communication with HMI terminal. Communication is realized through S7-TCP communication protocol. When I was testing the communication in the office everything worked fine and nothing wrong happened. The problem occururs only on the installation. After turning the PLC and HMI on everyting works fine, data is transferred correctly and variables are displyed on HMI. After a few hours the communication is suddenly lost. This is a direct connection between PLC and HMI and there are no other devices in this network. So it is not possible that suddenly there is an address confilct. I made a wireshark analysis (I connected a notebook and hub into the network) and I found out that when the communication is lost HMI terminal is trying to get data from the PLC but it is not responding. It looks like PLC ethernet port is broken. You cannot ping PLC from notebook and HMI. On the other hand you can exchange pings between HMI and notebook. The communication is back again only if you'll restart the PLC. The strangest thing is that I did not have any problem with the communication when I was testing it in the office. The configuration and project of PLC and HMI is excactly the same. The only difference is that on the installation PLC is realizing also a communication throguh Profibus and MPI. I've tried to use different ethernet cables (crossed, non-crossed) but in all cases the situation is the same. Do you know waht can be the cause of such behavoiur? Maybe someone had a similar situaion? In the attachment I send a screenshot from Wireshark which shows the moment when the communication breaks.
-
I am trying to use my RFIDeas pcProx plus reader with my micrologix 1400. I know that the 1400 can send and receive strings. I want to read in the id number from the reader and send it to an external database. Can someone please point me in the right direction? Thank you
-
I'm trying to control the speed of a G120C via profibus, but it will trip out when any changes are done to the speed value. The unit was commissioned by another guy, and he doesn't have a clue where to look. We can start and stop the unit, but it will stop at any attempt to change the speed. I was told to look for a parameter allowing it to be controlled remotely, but wich one is it ? As usual when it comes to Siemens, the manual sucks. I'm using a function block for controlling the drives (13), and the older 12 is responding correctly to any change. Anyone here that has a clue what parameter to change ?
-
I have a 2 axis control that runs a pair of identical servo drives. as of late I have been getting reports from the operators that the two motors, while jogging forward will suddenly run in the reverse direction at a high rate of speed. There is not a reversing function on these axes in an way. I am suspecting there may be a problem in the analog output of the module causing an inversion of the signal which in turn causes the motors to run in reverse. This setup has been in operation without any instance of this happening for around 5yrs before any issue with out of control runs. All cabling has been checked and is properly shielded and grounded.
-

How to setup Mitsubishi L-series PLC communication to Schneider Modicon M580
JanHrust posted a topic in Mitsubishi
Hi I have a scenario where I need to setup communication between a Mitsubishi L-series PLC to Schneider Modicon M580. I need to use the onboard ethernet port of the L-series PLC. The protocol I need to use, is Ethernet IP. (socket communication). Can someone please assist? -
hi Guys .Tutorial Mr PLC is a Channel in YouTube for many tutorials you will see in this channel tutorials for WinCC Flexible Wincc RUNTIME PROFESSIONAL Wincc RUNTIME Advanced Step 7 SIMATIC MANAGER S7 Communication Profibus MPI ETHERNET ProfiNET TIA Portal this is the demo if you are interesting http://youtu.be/EaSU_HzXGhw my twitter @https://twitter.com/PlcTutorial and please share it
-
Hi Good Day, I need a suggestion, I have an omron encoder, encoder counter meter (K3NC-NB1A) and communication card RS-232C 25pins (K31-FLK1). My question is, what is the best omron software to read and manipulate the data from the encoder (I have CX-one software but I only use CX-programmer). I want to capture the encoder pulse and convert to velocity, acceleration, deceleration and also energy absorbtion. I have to use mathematical formula such as two times differentiation. I also need to show grapf and display final result that is energy absorbtion reading. Or is it much simple if I use VB / labview / java software? Thank you in advance
-

Ladder Logic - 'Simple' Coffee Machine - Optional: Add Milk / Add Sugar
flipd.d.mon posted a topic in Allen Bradley / Rockwell Automation
I'm just starting to learn Ladder Logic Programming. I'm using Allen Bradley RSLogix 5000. I've been tasked with developing a 'Simple' Coffee Machine which operates like so: Toggle Push Button to StartDrop Cup (for 10 seconds)Feed Hot Water (for 10 seconds)If required, Add Milk (for 10 seconds)If required, Add Sugar (for 10 seconds)Procedure Complete - Illuminate Complete Light (for 10 seconds)I have implemented everything except the OPTIONAL add Milk & OPTIONAL add Sugar. Options are: To have a Coffee without either Milk or Sugar.Or have a Coffee with Milk and Not Sugar.Or have a Coffee with Sugar & Not Milk.Or have a Coffee with BOTH Sugar & Milk. I'm considering using Toggle Buttons to select / jump to a Subroutine (choosing the required ingredient make-up). But I'm wondering if there is another way to sequentially go through the procedure? Thanks. http://stackoverflow.com/questions/26930902/ladder-logic-simple-coffee-machine-optional-add-milk-add-sugar?noredirect=1#comment42839041_26930902 -
Allen Bradley Block Transfer control byte, problems
toont posted a topic in Allen Bradley / Rockwell Automation
Hi all, While upgrading HMI from PanelBuilder32 to FactoryTalk View I encounter a problem using I/O to interface with a PanelView Plus. The communication is defined in RSLogix 5 program as Rack 3 group 2 Size 3/4, range 32-37. PLC communication with the panel is not changed, but buttons in old PanelView using I:34 and I:35 work, in the new PV+ they don't, all bits remain zero. Block transfers Read and Write are all sending data to rack 3 group 2 module 0. While testing I noticed O:32 is used as status bits by the Block Transfers - maybe inputs I:34 and I:35 are also used for somethings similar by a new PanelView Plus? Thanks! -
Hello guys, actually I am new to this Omron PLC. but i have small project to transmit a command to the GSM modem via the RS232 port so it can trigger the modem to send text msg. Can you show me the steps/guide/sample program to accomplish this program coding? I already read some topic in this forum regarding to this PLC RS232 port but still cant get the ideas when to create the ladder program. PLC Type : CJ1H (CPU65H) - RS232 port First input to trigger the GSM send text msg: AT+CMGS="+YOUR HP NUMBER" Second input to trigger GSM send text msg: YOUR TEXT MSG CONTAINS (Ctrl+z to send) Many Thanks, AlexB
-
Hi. I have a ST-Lite Ethernet base (STL-ETH1) with 1 16 bit digital in card, 3 digital out cards, 2 analog in and 2 analog out cards. I have a Q03UDE CPU (Q PLC) with 1 16bit digital in and 1 digital out card. Now I like to setup the remote I/O (STL-ETH1) mapped to the Q PLC via the ethernet port on the CPU. Is it possible not to use Modbus at all. I don't want to go and buy a Modbus Ethernet card now. Have someone done this before?
-
Downloading new program to 1746-BAS via Hyperterminal
ME90 posted a topic in Allen Bradley / Rockwell Automation
Hello all, I am trying to download a new program to a AB 1746-BAS SLC 500 BASIC board via RS-232 connection through a Windows 98 laptop running Hyperterminal. While the BASIC board is connected I verify connection by waiting for the board to print out its information in the Hyperterminal program and then enter "CLEAR", "NEW" and finally, "LIST" in Hyperterminal to wipe any program from the board and verify the board is clean respectively. Then I load the new program via a .TXT file using the "Send Text File" option within the Hyperterminal program. After the program has finished loading I than type "LIST" to verify it has copied over correctly. I than switch the SLC over to "Program Mode" via the key. After doing so I type "RAM" to select the program i just uploaded to the BASIC board and then type "PROG" in the Hyperterminal program. I than receive the "Programming Sequence Failure". If anyone has any advice as to what I am doing wrong it would be greatly appreciated. Below is a list of everything I have set and researched. Thank you in advance, James -Laptop: Windows 98, Hyperterminal -BASIC board (programming): JW1 pin: 1-2 3-4 JW2 pin: 1-2 3-4 JW3 pin: 1-3 2-4 JW4 pin: 5-6 3-4 -RS-232 9-pin connector: Pin 2 connected to Tx Pin 3 connected to RX Pin 5 connected to ground Pins (4/6) crossed DSR/DTR Pins (7/8) crossed RTS/CTS -Hypterminal: Direct Com1 bits per second: 1200 parity: none stop bits: 1 Flow control: Xon/Xoff Settings/properties: -> Emulation VT100 -> ASCII line/character delay: 30 milliseconds check box: Append line check box: Wrap lines... -Manuals: 1746-rm001 1746-pm001 -
Communication between Allen Bradley PLC and DCS
Nizam posted a topic in Allen Bradley / Rockwell Automation
I have 4 Allen Bradley PLCs which are 3 SLCs and 1 CLX This PLCs need to send data to Yokogawa Centum VP DCS. Instead of having and individual Modbus link to DCS, I'm planning to link all 4 PLCs by using Ethernet/IP and plan to buy 1 extra mini PLC which is Micrologix 1400 to become an interface PLC between the 4 PLCs and the DCS. Since the Micrologix 1400 has embedded with an Ethernet port (Ethernet/IP) and Rs485 port for Modbus RTU, the Micrologix 1400 interface PLC will communicate with DCS using Modbus RTU Protocol. Meaning to say, the 4 PLCS will send data to the Yokogawa DCS via interface PLC. The Interface PLC will become translator to translate from Ethernet/IP language to Modbus RTU language. My question to Expert: 1. Is this setup can works? 2. How to send data inter-PLC by using Ethernet /ip ? Is it just need to grab the tagname or there is an address for that? 3.Is Micrologix is capable to communicate with 4 PLCs using Ethernet/IP? Or just only 1 PLC? See the attached photo. Thanks. -Nizam- -
I have a project I am starting and I have to be able to wind a small diameter wire onto a 1/16" shaft, .5 to 1.5" wide and 13 layers at a max speed of 2,000 rpm. Is there anyone who has done something like this and have some sample code? I am gearing 2 Kinetix 350 drives with 2 AB servos.I have a separate tension unit that I have to communicate via RS485. Not to concerned about that. As the coil winds the traverse will move the wire back and forth.
-
Communication FTV with Micrologix 1500
Diego_BR posted a topic in Allen Bradley / Rockwell Automation
Hello, I am trying configure the communication between factorytalkview with ML1500, but the processor don't show in the tree. My connection PC to PLC is DF1 Serial, somebody could help me. -
I need help, the control net adapter shown FATL500ad, i need know what means this problem.
-
Hello, Tried to get some good and clear answers at the Siemens forum, decided to try here aswell. I have a setup with 12 G120C inverters and three gas burner units on a profibus line. If I unplug any of the devices will I of course get an error from the loaded OB. But, now and then can I lose the connection to two or more of the inverters without any notification. It seems that the communication is up and running, but the don't respond to any commands. The normally green LED on the inverters switch over to flashing red when they stop to respond. They will also show fault code 1910. I am using standard telegram 20, this is also set in the inverters parameter lists. Another funny thing is that the fault bit in the status word is always set. Even when the inverters don't hav any faults or alarms. ZSW looks like this (with or without response from the inverter): Bit 0 = 1 (Ready for switching on) Bit 1 = 1 (Ready for operation) Bit 2 = 0 (Running) Bit 3 = 1 (Fault) On all the time, even when there is no faults in the inverter Bit 4 = 0 (No coast down active) Bit 5 = 1 (No fast stop active) Bit 6 = 1 (Switching on inhibited active) Bit 7 = 0 (Alarm present) Bit 8 = 1 (Speed setpoint - actual value deviation within tolerance) Bit 9 = 0 (Control requested) Bit A = 0 (f or n comparison value reached) Bit B = 0 (I, M or P limit not reached) Bit C = 1 (Reserved) Bit D = 1 (No motor overtemperature alarm) Bit E = 0 (Direction of motor rotation) Bit F = 0 (Display CDS) Anything I might have missed or done wrong ?
-

communication programme for keithley controller & fx 3G plc
knowledge greedy posted a topic in Mitsubishi
can anyone please provide me how to communicate between keithley controller 2182A(nano voltmeter) and fx 3G plc.aslo the programme & instruction & parameters..ASAP using RS-232 interface? i have used the instruction as show in the attachment. -
What recent hardware is compatible with AB 1772-SD2 scanner?
ayakashi1001 posted a topic in Allen Bradley / Rockwell Automation
Hi everyone, my client has a Direct Communication network consisting of Allen bradley 1772-SD2 (PLC2) and 1771-DCM modules. I need to upgrade one of the adapter node from 1771-DCM to newer hardware. My client is insists to KEEP the 1772-SD2 scanner as it is. So essentially I need a recent hardware to replace 1771-DCM and work with 1772-SD2. Do I have any option to upgrading this node with recent generation solutions? -
Seeking Controls and Automation Engineer for Central WI location
Hdhunt posted a topic in For Sale, Employment, Services or Wanted
Requirements: Bachelor’s Degree in Engineering or a closely related science: (an associate’s degree in instrumentation with 7+ years of programming experience would be considered) plus the following experience: Install, troubleshoot, and maintain Allen-Bradley PLC-5, SLC-500, MicroLogix and ControlLogix hardware.Perform Allen-Bradley PLC programming utilizing RSLogix5, RSLogix500 and RSLogix5000 software.Perform Allen-Bradley PowerFlex Series, 70 Enhanced control and PowerFlex 40 variable frequency drive programming.Troubleshoot and maintain Ethernet, Controlnet, Allen-Bradley Remote I/O, and DeviceNet communication networks.Perform IFIX (or equivalent) HMI/SCADA system programming.Troubleshoot and maintain Allen-Bradley PanelView (or equivalent) operator interface hardware.Perform Allen-Bradley PanelView (or equivalent) operator interface programming. Install and maintain servo controllers, transmitters, and sensors.Working knowledge of 480 volt/3 phase and 120 volt power distribution systems.The following is not required but is a significant plus: Experience in Siemens/TI PLC programming; working with Wonderware HMI/SCADA systems programming and troubleshooting; design, installation and troubleshooting AS-i networks, and VBA code programming. Responsibilities: Provide project engineering support to all process areas of the plant facilities. Assist in identifying, evaluating and selecting the Process and Packaging Automation hardware and software necessary to meet current and future manufacturing requirements. Assist in managing the controls and automation interface, testing, quality control, data retrieval, and training for all packaging and processing equipment. Determine the effectiveness and maintainability of new automation systems and manages the automation change process for existing equipment. Provide process controls support for entire plant facilities. Assist with the implementation of facility control system standardization and process improvement tasks.Support operations with information reporting tools useful in analyzing and interpreting control system data.Develop and maintain facility As-Built Electrical, Controls, and Process Drawings. Develop and maintain control system documentation and documentation change control procedures.Assist in identifying, evaluating and selecting process controls hardware and software necessary to meet current and future manufacturing requirements. Develop and manage controls related capital projects.Determine the maintainability of new process control systems and manage process controls change control procedures for existing equipment.To apply, please send a resume to hastingsgroup@msn.com All applicants MUST have a Green Card or US Citizenship. -

Allen-Bradley Logix Family Tag Browser Library for .NET Framework 2.0 - 4.8. ASBrowse.NET
Automated Solutions posted a file in Demo Software
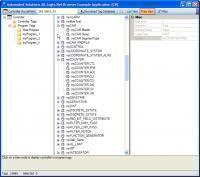
Version 1.1.5
1451 downloads
ASBrowse.NET for Allen-Bradley Logix family is a class library for program and tag browsing on A-B Logix family of controllers. View and download any Allen-Bradley Logix Family controller's tag database without RSLogix 5000 or Studio 5000. Can be purchased as ready-to-run application, or as a .NET class library allowing you to incorporate tag browsing into your own applications. Potential uses Quick and easy browsing and verification of programs and tags outside of programming software Runtime tag selection in conjunction with other Automated Solutions products such as ASComm.NET communications driver. Runtime tag selection in conjunction with third party applications or drivers. Bulk edits for importing back into PLC/PAC programming software Documentation Key Benefits Allows you to browse programs and tags on A-B ControlLogix family without the need for RSLogix 5000 Does not require RSLinx or 3rd party drivers Supports controller tags and program tags Supports UDTs and PDTs 100% managed code x86, x64, and Any CPU compatible Visual Studio.NET 2022, 2019, 2017, 2015, 2013, 2012, 2010 (Express, Pro, Premium, and Ultimate Editions) Runtime-free for qualified applications
