

kckku
MrPLC Member-
Content count
121 -
Joined
-
Last visited
Posts posted by kckku
-
-
I had a weird problem with their EtherCAT expansion card on a XG-X vision controller. It would cut off downstream communications when trying to connect using a daisy chain configuration. The only way we got it to work was to put the XG-X with the EtherCAT card at the end of the chain.
-
Is there a system variable from the HMI that lets me know if a popup is active?
-
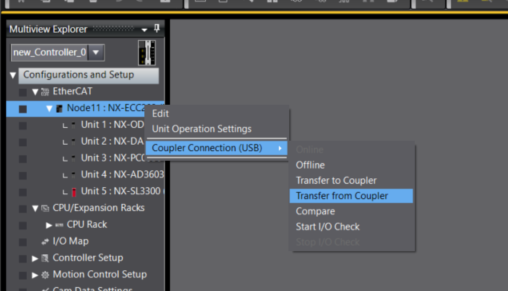
On 2023-10-26 at 11:09 AM, photovoltaic said:@kckku Have you tried connecting directly to the coupler with USB and transferring from it? Just go offline with the main PLC, right click on the coupler in your Configurations and Setup section, and choose USB -> Online. You can then right click on it again and select Transfer from Coupler
I will have to try using the USB option later. I ran out of time and had to leave. The machine is being powered down for shipping and will arrive at our plant in two weeks.
I will try connecting again when the machine arrives.
Thanks to all for the help and suggestions. I will give an update in two weeks or so.
1 person likes this -
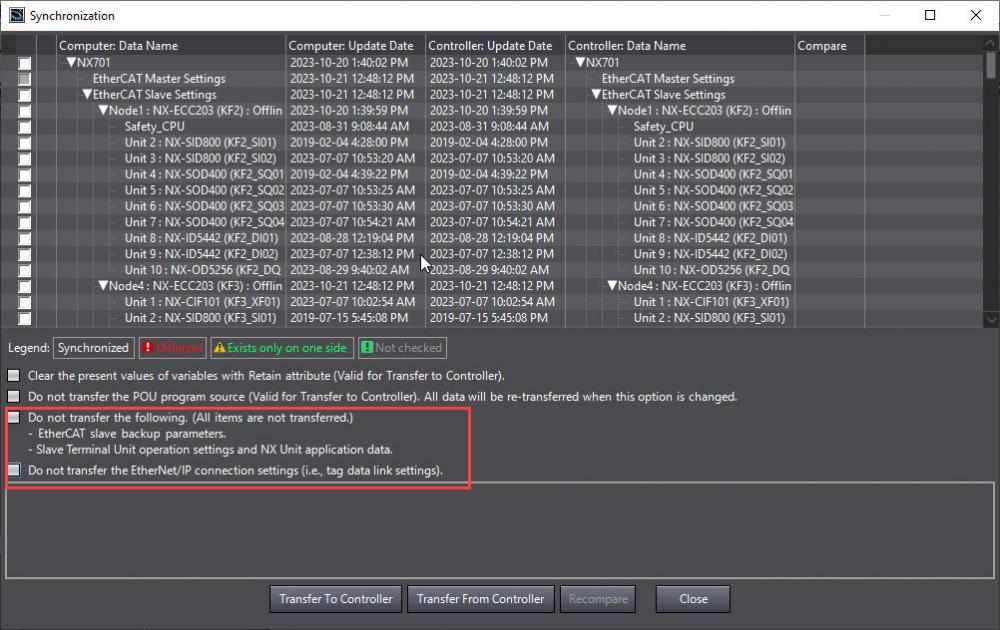
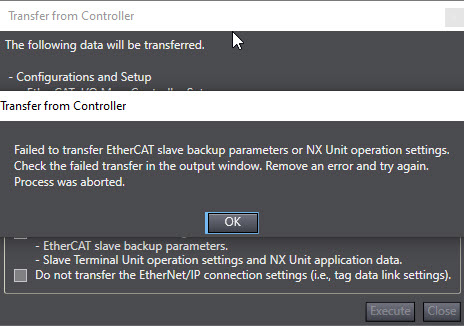
16 hours ago, Crossbow said:When you do your upload, uncheck the box that says 'Do not transfer the following'... you see in the text there it states it will not upload settings from the slave terminals and NX units.
So with that box unchecked, it will upload all NX application data, including safety.
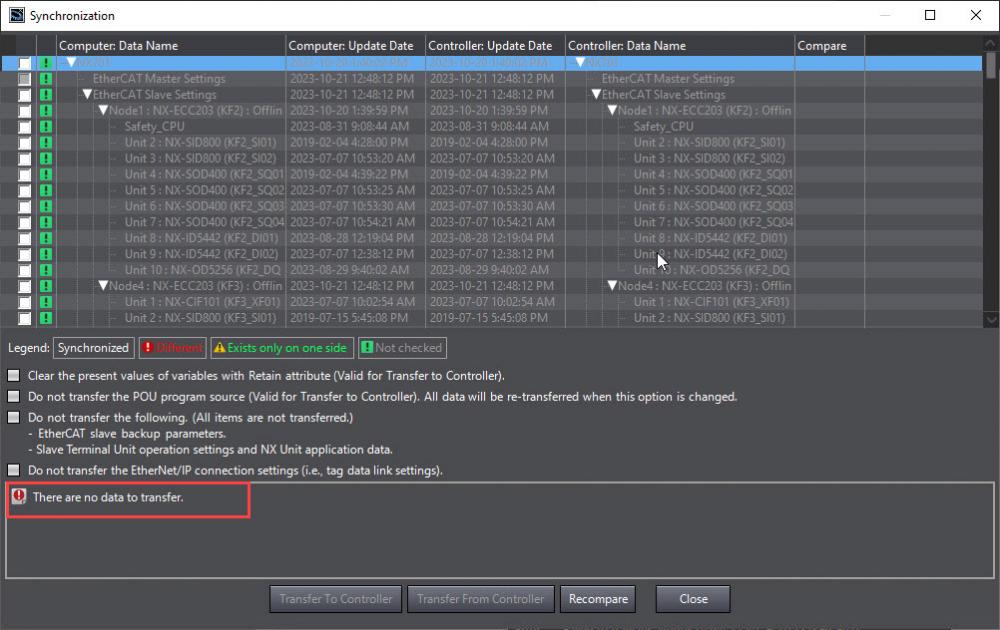
I unchecked the boxes in the Synchronization dialog box. It tells me there isn't any data to transfer.
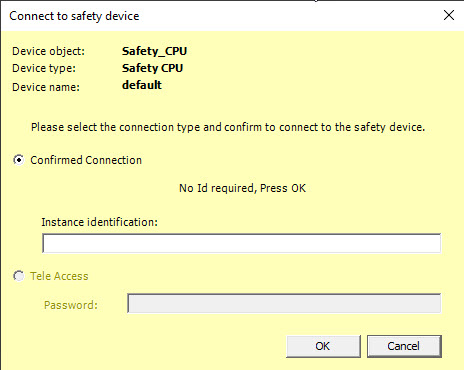
I also tried the same with the boxes unchecked for transfer from controller. It then gives me the safety PLC dialog box. I say 'OK" but it then tells me there's a network communication error.

-
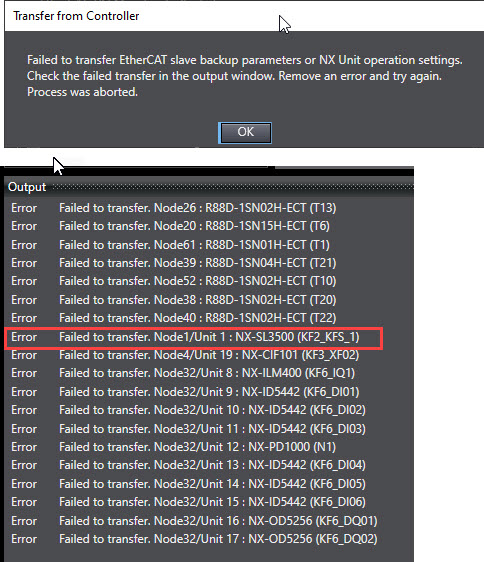
I have a NX-SL3500 safety PLC attached to a NX-ECC203 coupler. How do I upload the safety program from this unit?
It says the upload failed but doesn't say why. I attached some screenshots.


-
1 hour ago, photovoltaic said:Have you tried using the RestartNXUnit function?
No, I haven't. I didn't know this function exists.
-
I am getting an '0C0B' error on the NX_SerialBufClear instruction once every few weeks. I don't know what is causing this and also don't know how to clear it. The serial port is connected to a Zebra handheld barcode scanner and it's used by the operator to scan incoming boxes for traceability.
99% of the time this instruction works and nothing happens. When I get this error, they are no longer able to scan the boxes.
The only way I have been able to clear the error is to do a soft restart on the card. I go to the configuration and setup for the bus coupler in Sysmac Studio. Look for the serial card, right click on it and then select restart.
-
Sometimes I get this dialog box to reflect default values during synchronization. What are default values and why do I get this dialog box?

-
22 hours ago, photovoltaic said:For NX/NJ the safety program will upload when you upload from the controller ( assuming the source is transferred).
For G9SP you can go online and upload the project.
Does the OP know to uncheck the transfer slave terminal operation settings box during synchronization? I recall not getting the safety PLC program/settings if I don't uncheck this.
-
7 hours ago, andtech said:thank you for your answers,
here is the list of warnings:
---------------- PLC: 'NewPLC1' (PLC Model 'CQM1 CPU44' ) ----------------
Compiling...
[PLC/Program Name : NewPLC1/NewProgram1]
[Ladder Section Name : Section1]
WARNING: Duplicated output - MOV(21) HR60 at rung 148 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 150 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 152 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 154 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 156 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 158 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 160 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 162 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 164 (6, 2)
WARNING: Duplicated output - MOV(21) HR60 at rung 166 (6, 2)
WARNING: Duplicated output - SET 90.00 at rung 181 (6, 12)
WARNING: Duplicated output - RSET 90.00 at rung 181 (6, 19)
WARNING: Duplicated output - SUB(31) 234 at rung 182 (6, 4)
WARNING: Duplicated output - SUB(31) 234 at rung 184 (6, 4)
WARNING: Duplicated output - ADD(30) 234 at rung 184 (6, 12)
WARNING: Duplicated output - SET 90.01 at rung 185 (6, 7)
WARNING: Duplicated output - RSET 90.01 at rung 185 (6, 14)
WARNING: Duplicated output - BIN(23) 100 at rung 191 (6, 6)
WARNING: Duplicated output - BIN(23) 101 at rung 195 (6, 21)
WARNING: Duplicated output - MOV(21) 100 at rung 197 (6, 2)
WARNING: Duplicated output - MOV(21) 101 at rung 198 (6, 2)
WARNING: Duplicated output - MOV(21) 100 at rung 203 (6, 3)
WARNING: Duplicated output - MOV(21) 101 at rung 204 (6, 3)NewProgram1 - 0 errors, 23 warnings.
Warnings don't prevent you from compiling and running your program. As much as I want to fix all the warnings in my programs, I can never do it because Omron says SET and RESET for one bit is also a duplicate output.
-
5 hours ago, gtsuport said:Have you registered your software?
If so, I would try to do an Auto Update.
Go to your Start menu, Omron program group. You should have an Omron Automation Software Auto Update option.
This will check your installed versions against the update server versions and allow you to update.
This will take some time, files are large.
gtsuport
This is one of the computers out on the plant floor. For this reason, I don't have any access to it for applying auto updates (or even registering it). I have to track my own licenses in case IT does an audit. Incredibly frustrating.
For now I am going to give up and use the DM areas to see what settings are made and what I have to change.
-
1 hour ago, gtsuport said:What operating system is on your computer.
In CX-Programmer go to the pull down menu Help / About, what is your CX-Programmer version?
gtsuport
Windows 10 Enterprise (10.0.17763) on the computer.
CX-Programmer is version 9.70. CX-Server is version 5.0.
-
1 hour ago, gtsuport said:You should be able to say Yes.
I tried it. Changed to Program mode and selected Create. The outcome is still the same.
Still says I have to install CPS files.
-
47 minutes ago, gtsuport said:CPS files go way back, current versions of CX-Programmer do not use them.
If you go to Options, can you Create an IO Table? Processor will need to be in Program mode to do this.
gtsuport
I will have to go try.
Should I say Yes or No for Initialise CPU Bus settings?
-
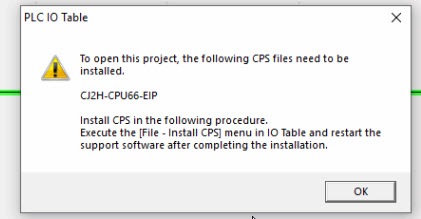
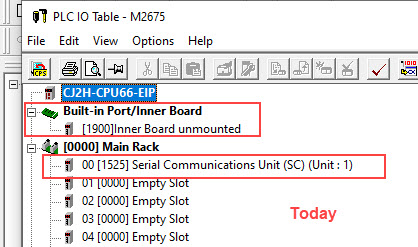
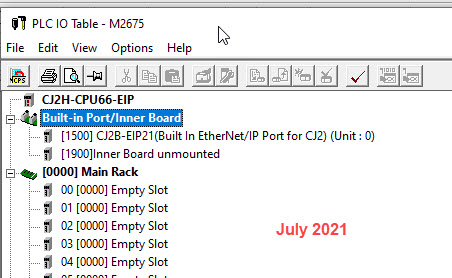
I am having a problem with an existing PLC. The type is CJ2H-CPU66-EIP.
Whenever I click on the IO Table and Unit Setup, I get this pop-up dialog box telling me to install the CPS file for the PLC.
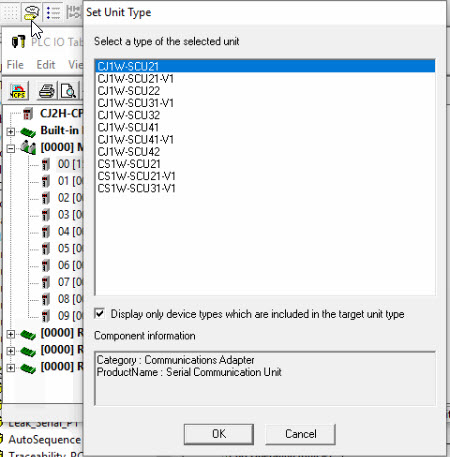
I can open the IO table but something is not right. The built-in EIP port isn't showing and the serial card at slot 00 doesn't show the settings when I click on it. It only asks me which unit type it is.
This seems to have started when we added a serial communication card to slot 00. This was done around August 2021 but we haven't had to use the needed ports until now. The problem is we can't set the parameters using the IO table.
How did it get like this and how do I fix it?
-
2 hours ago, ChrisO said:You can connect 3 but the performance is noticeably worse (minor hiccups on updates and button presses) than a similar sized line with 2 HMI's.
My example is a single line with 2 and another with 3 so take this worth a grain of salt. I'm the end user not a system builder so experience is very limited.
I talked to some other guys in our plant and we have one machine with three NA HMIs and one soft-NA connected. So there are 4(?) HMIs connected to one controller. So far I heard there hasn't been any problems with this setup. My guess is that this issue is more application specific then.
1 person likes this -
One of the posts in the last thread mentioned that Omron stated that only two HMIs should be connected to one controller. Is this still a problem? Or Omron was just making this up?
I have a project coming up that would require three NA HMIs. This would be good to know if it's going to be a problem.
1 person likes this -
1 hour ago, BobLfoot said:Do you also happen to ahve the Siemens Advisory Link?
Here's the Siemens link:
https://cert-portal.siemens.com/productcert/html/ssa-568427.html
-
So we got this notice from our IT group this morning regarding an issue with a malicious program execution vulnerability with Omron (and Siemens) PLCs.
https://www.ia.omron.com/product/vulnerability/index.html
I read the notice and it basically recommends updating the controller firmware for the PLC. Is this something that we can do ourselves or do we need Omron to do it?
-
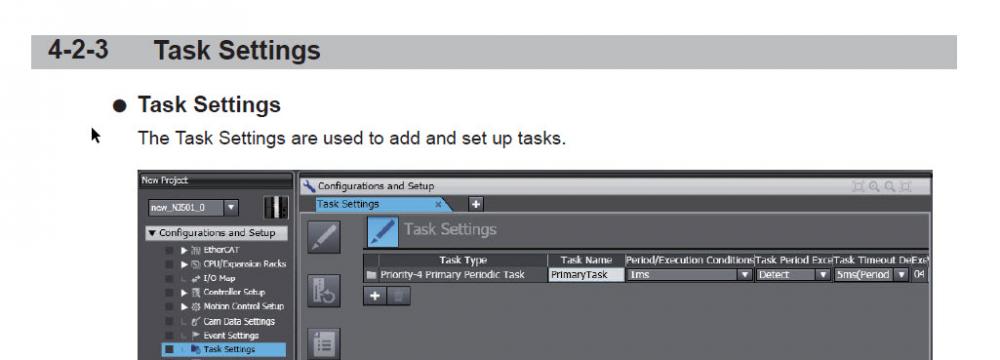
There is a column in the Task Settings tab that is titled 'Detailed Execution Conditions'. Any idea what this column is used for and how to use it?
The Omron NJ/NX-series CPU Unit Software User’s Manual (W501) doesn't show this. Section 4-2-3 explains all the other items but doesn't have a description.
Has this always been here and I just never noticed it? Or is this something new that came as a result of a version update?

-
2 hours ago, photovoltaic said:Ethercat IO updates at the same interval as your primary periodic task (1ms). You would need to offload a lot of code from the primary task if you wanted to utilize a 125us primary task.
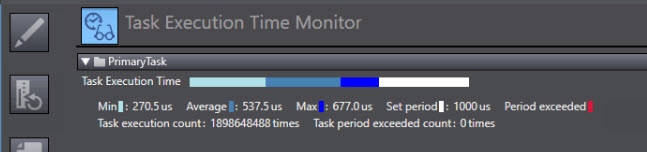
"Does this mean that we will never scan/execute faster than 275 us? Meaning that the ECC202 will be fine and the ECC203 at 125 us is overkill?"
Correct. Sysmac PLCs are task-based so after the 537.5us of code crunching and background stuff it will sit there and patiently wait for the next 1ms interval. If you are using the 1ms interval then either coupler will be fine. The 202 will handle a 250us comm cycle and the 203 a 125us cycle - you're far beyond both limits.
Thanks for the feedback. This is our first Sysmac application so at the time we were quite sure how to assign tasks, etc. Our vendor just ended up putting all the programs into the primary task. This is one big dial table with 16 substations working independently.
Like I mentioned previously, our corporate overlords told us to use a NX7 when a NJ would have worked fine at the time (2018 or so). Previously we used the CJ2H-CPU66 units and our typical scan time for an entire machine was around 10ms. When we went to the NX7 and say execution times around 500 us, we were quite speechless. We never went back to adjust the primary task assignment. It looked like the NX7 can run the space station all by itself without issues.
It's always good to have a place like this forum to keep my sanity. I will let the vendor know that we should be able to use the ECC202 coupler without issues. The incoming machine is a copy of the existing dial table.
Thanks.
2 people like this -
On 9/23/2022 at 4:48 PM, photovoltaic said:ECC203 supports a ring topology in addition to the higher speed.
If you are running a very fast cycle time on your master then you'll need the ECC203 to keep up. It's rare to find a master that can do 125us cycle time but the NX7 can.
So we are forced by our corporate overlords to use the NX7 PLC. Another story for another time.
I checked our current NX7 PLC set task period and it's set to 1ms.
I checked our task execution time monitor and the minimum is at 275 us.
Does this mean that we will never scan/execute faster than 275 us? Meaning that the ECC202 will be fine and the ECC203 at 125 us is overkill?

-
What is the difference between the NX-ECC203 and the NX-ECC202 couplers? The one major difference is the 'Task period prioritized refreshing'. What is this and why should I care?
Omron is saying there is no way to get any ECC203 couplers before the end of the year but there is a chance to get some ECC202's.
-
4 hours ago, Michael Walsh said:That is a tough one. Do they need to be closer than 4mm (or perhaps it is 8mm if you need to account for 4mm for each axis) when jogging? If not, just monitor the commanded position (as opposed to actual position) and don't if the difference between the two is ever less than 4mm (or 8mm) then stop them.
Can you only allow one axis to be jogged at any time? If the other axis is always stationary then you can use the actual position to limit how far the moving axis can get to the stationary axis? Also I would think that you can and must limit the jog speed that is allowed and make it really slow when it gets close to the stationary axis?




NX102-9000
in NJ Series / Sysmac Studio
Posted · Edited by kckku
My understanding for the NX102-9000 controller is that it can't control servo axes. The controller description says 0 axes but my machine builder is telling me otherwise. I would think the -9000 suffix would indicate something inherently different from the other -1000 series units. What am I missing?
I am not sure what it means for number of 'controlled' axes and number of 'used real' axes from the manual.