

AndrewG
MrPLC Member-
Content count
133 -
Joined
-
Last visited
Posts posted by AndrewG
-
-
On 10/21/2017 at 1:39 PM, Doug53 said:Hello,
Can anyone tell me what to do if I'm trying to download either RSLinx or RS Logix 500 (Micro Starter Lite) to have on computer with both softwares? Ive gone to Rockwell webstite and it doesn't seem to have this free download anymore. I was using an old Dell with XP it crapped out.
1. I have one laptop with win7, Professional, SP1 (64bit),with RSLinx 2.57 on it.
2. I have another laptop with win 7 HP, SP1 (32bit), with RS Logix Micro Starter Lite (8.30) on it.
I would try to use the 2nd laptop (the one with RSLogix on it). You will have to find a way to get RSLinx on it.
Go to the Rockwell Compatibility and Downloads center:https://compatibility.rockwellautomation.com/Pages/Home.aspx
Use either "Find Downloads" or "Software Downloads by Serial Number". You may be able to use the serial number from your existing version of RSLinx, to download another version of RSLinx that is compatible with your 32bit laptop.
Hope this helps.
-
1 hour ago, PLCMentor.com said:You can do a simple search through your program to find an instruction type. next to the find text box there is a button. Pressing that will allow you to select language elements as your search type. Select the element you want to search for and click on find next or find all.
Thanks I didn't know this was available
1 person likes this -
Not sure if this answers your question, but if you go to Controller Tags you can organize your tags by Data Type.
If you are trying to find where a specific instruction is used (for example let's say you want to find where all the OTL instructions are used) then I don't know how to do that, not sure if its possible.
1 person likes this -
You need RSLogix500 for the SLC and Studio 5000 for the Compactlogix.
Rockwell has a guide for SLC to Compactlogix migration: http://literature.rockwellautomation.com/idc/groups/literature/documents/ap/1769-ap001_-en-p.pdf
See pg 43, there is a converter to go from RSLogix500 to Studio5000: "The Logix Designer application includes a RSLogix Project Migrator that converts an SLC 500 import/export file (SLC extension) into a complete import/export file (L5K extension) for the Logix Designer application."
1 person likes this -
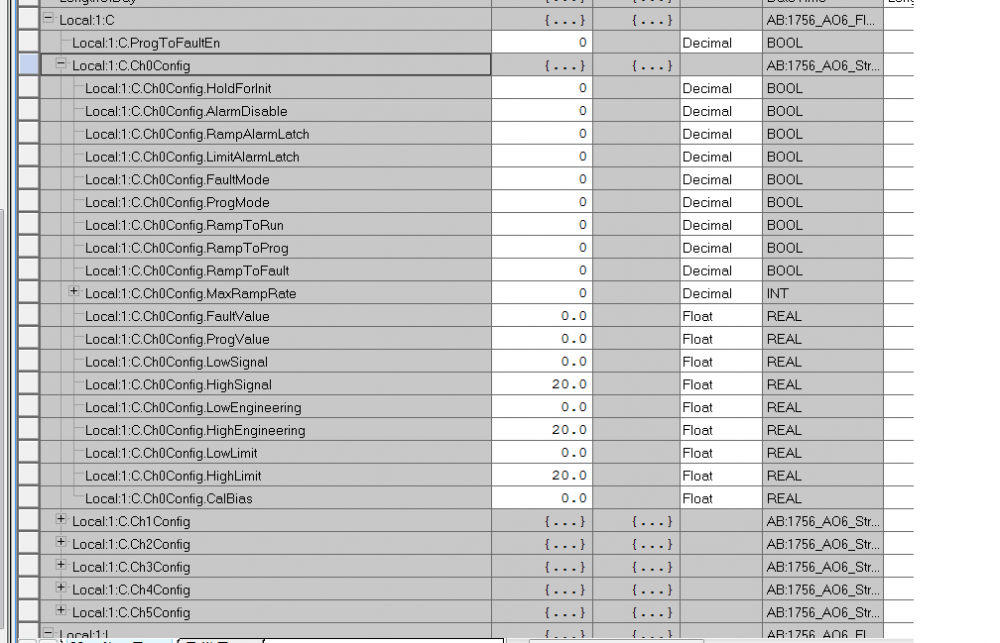
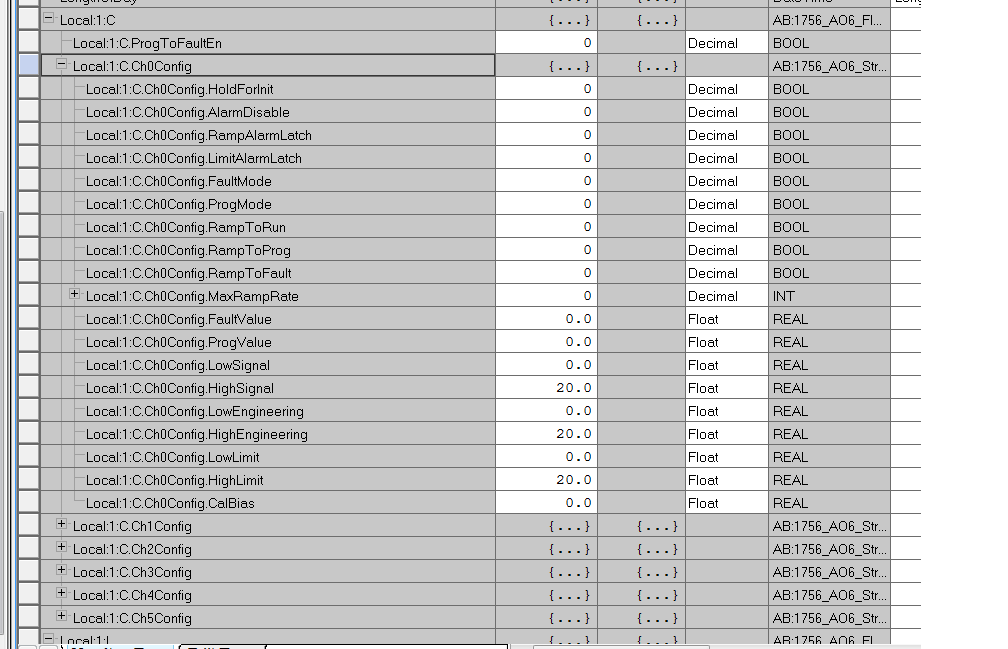
I'm not sure exactly what you're looking for, but I think the easiest way to see if the 1756-OF6CI card has the fault bits you want is to add it to your RSLogix project and then look at the Controller Tags and see what is available for this card. See screenshot below, I added this module to a sample RSLogix5000 project and then looked at what is available in the Controller Tags for this module (Local:1 in my project). Hope this helps.
-
Here is what I would try:
-Make a list of all the alarms that are being incorrectly triggered
-Figure out where each alarm is triggered in the PLC
-Add some timers in the PLC to put a time delay on these alarms. For example: let's say when Tag1 is High, Alarm 1 is triggered. Add a timer so that when Tag1 is High for 10 seconds, Alarm 1 is triggered. Depending on your system this may or may not be a good solution but I do this a lot with alarms.
-
You need RSLogix500 for the SLC 5/03. I have never used a Panelview C600, but the Rockwell website says you need DesignStation software, version 2.0 or later:
http://literature.rockwellautomation.com/idc/groups/literature/documents/td/2711c-td001_-en-p.pdf
1 person likes this -
Can you post a screenshot of your RSLinx configuration?
-
1 hour ago, genious2015 said:please help me to Select suitable FactoryTalk Licence
1-FactoryTalk SE can make program to HMI (PanelView) or not?
1.1- if yes that me i need to buy (FactoryTalk View Site Edition Station 15 Display)?2- when selecting licence to i see it depend on no. of display that is mean ?(FactoryTalk View Site Edition Station 15 Display) use to make No, 15 screen on my program ?
2.1- how many tag in each screen ?3- in factorytlak ME (FactoryTalk View Machine Edition Station Runtime 15 Displays) used only to put programm in PC NOT put in HMI(PanelView)?
3.1- if only for PC what is max tag can i put on HMI(PanelView)3.2- if i want increase no. of tag of HMI i need buy licence and what is this license
You need FactoryTalk View Studio to develop your software. You need either Factory Talk View SE, or FactoryTalk View ME, to run your software on the HMI.
If your HMI is a PC you will probably need FactoryTalk View SE Station (I'm assuming you have a simple standalone HMI), see info from Rockwell's website:
"FactoryTalk View Site Edition Station allows stand-alone (non-distributed) applications to run on a single computer. Note: Both RSLinx for FactoryTalk View and RSLinx Enterprise are included with FactoryTalk View Site Edition Station"
if your HMI is Panelview you will probably need FactoryTalk View Machine Edition Station.
The number of tags does not matter, the license depends on the number of screens.
I think you should read this Ordering Information info from the Rockwell website to understand what software you need:
Hope this helps.
-
1. I'm not sure because I have not used these modules before
2. You will probably be able to use RSlogix 5000 version 16.03 with the 1756-L72, but if you want to be absolutely sure: start a new project with your RSLogix5000 v. 16.03 software and try to select 1756-L72 as your controller type. If it shows up in your list of options then you should be Ok.
Hope this helps.
-
I heard the Automation Direct Click PLC is popular for training, it's not Allen Bradley though. It has to be programmed using it's own software. The website says the price starts at $69.00:
-
Basically the first thing you have to do is figure out what is your Process Variable (feedback) and your Control Variable (setpoint).
I'm not an expert on PID's but I used PID's in the past to control temperature/heating. Let's say I want the temperature to be 120 degrees F. Basically the Process Variable is the actual temperature. The Control Variable is the temperature setpoint. Let's say my thermocouple is reading 80 degrees (Process Variable), this is less than 120 degrees F so I want the Control Variable (in my case the PLC analog output controlling the heating) to increase. The PID loop will handle this. Hopefully this example shows you why the PID is useful.
In your case the Control Variable will probably be the 0-10v signal from PLC to VFD to adjust motor speed. I don't completely understand how your system works, but it sounds like your Process Variable will be calculated from the flow meter signal or the signal coming from the scale.
Hope this helps.
Also read the Instruction Help for the PID instruction if you haven't yet, open up your RSLogix software then go to Help, then Instruction Help, then look for "PID".
1 person likes this -
Glad it worked, after forgetting to add the JSR instruction in my logic about 3-4 times in the past it's one of the first things I check when I'm having issues.
-
Have you checked Lad 2 (Main) to make sure there is a JSR instruction for your new subroutine Lad 10?
3 people like this -
An update: I found an older version of the project. The original programmer/field service tech probably made some revisions. I converted the older version of the project to RSLogix5 and imported the documentation database without any issues. Then I did an ASCII export on the database. Then I opened the newer version of the project (the one that was converted to RSLogix5 but missing the database) and imported the ASCII database from the older project. So now hopefully I have the latest version of the logic with enough descriptions to get by.
-
44 minutes ago, kaiser_will said:The old 6200-series project must be pushed out with, ASCII Export, with descriptions turned ON. http://control.com/thread/1005348876#1005348876
Do I need a DOS computer to run the 6200 software? I could not find much info on the 6200 software on the Rockwell site. The oldest PC I have is Windows XP.
Thanks
-
I have an old 6200 series software project and I'm trying to convert it to RSLogix5. But I cannot get the documentation database to import.
I followed the instructions in the RSLogix5 user manual and the Knowledgebase: I opened RSLogix5 and opened the old 6200 .AF5 file. I got the file open but the database (the Bit descriptions etc) did not import. So I went to Tools, then Database, then Native Import, then selected the .OP$ file. I got an error message saying "Could not import the AB 6200 documentation database files".
I called Rockwell tech support but they told me the only guy who is familiar with this is on vacation.
Without the database nothing has any descriptions and I have no idea what most of the logic does.
Any suggestions?
-
I fill in all the questions, most of the time the tech support is good so I figure if I leave positive feedback it will help out the tech support engineers at Rockwell.
-
21 hours ago, vinothkumar2012 said:Start is LOCAL:1:I.DATA.0, STOP BUTTON IS LOCAL:1:I.DATA.1
This does not look right. LOCAL:1:I.DATA.1 is a PLC Input, which means it is status/feedback. If your Stop button is mapped to LOCAL:1:I.DATA.1 then the Stop button will not control anything, it will just show the status of LOCAL:1:I.DATA.1. Maybe I'm misunderstanding something. Hope this helps.
-
1 hour ago, craisondigital said:Can the PlC be accessed remotely.
If I hook the CompactLogix L32E up to the internet WAN, would it be possible for an engineer to access and make changes to the program remotely?? Or does it have to be done onsite through the LAN.
Yes, I worked with one company that used the EWON COSY which is an industrial VPN router, look up their website for more details. It allows service techs to access a PLC remotely.
-
I did something similar with MSG instructions between two PLC 5's. It's a good idea to write some logic to check the "heartbeat"/healthy communications between your PLC's so you know if something is wrong with one of them.
-
You can also try visibility animation, which makes an object visible/invisible based on the tag or expression in the Animation dialog box.
-
I have not seen this issue before, but maybe you can try this: Go to your Control Panel, then Programs and Features (I'm assuming you have a Windows PC). Find RSLogix500. Right click on it, then select "Repair". Make sure you are not connected to the PLC when you do this. After the repair is finished, reboot the PC. Hope this helps.
-
The 2nd class (CCP 151 ) is more advanced, so since you are a beginner in my opinion you should take the 1st class (CCP146). Both of them look like they will teach you Studio 5000, which is basically the latest version of RSLogix5000 and it is used to program ControlLogix and CompactLogix PLC's. I took one of the Allen Bradley training classes years ago and it was very helpful, our professor was a retired Controls engineer. (I forget which class it was but it had to do with ControlLogix troubleshooting).
Multiple independent stations with "Main" HMI/PC and Recording Data in Excel
in Allen Bradley / Rockwell Automation
Posted
I had a customer a couple of years ago that wanted to get data from their HMI (running FactoryTalk View SE) into Excel. But FTView SE logs data in the .DAT format which you can not open with Excel directly. We called Rockwell and they said to use the "File Viewer Utility", which is a separate application that you use to open the .DAT file. You can then save it as a .csv file, which can then be opened with Excel. We could not figure out an easier way to get their data from FTView SE into Excel. You can download the File Viewer Utility from the Rockwell site, see Tech Note 823751. I just looked up this Tech Note, it also says that version 8.10 and later of FT View automatically includes the File Viewer Utility.