
Search the Community
Showing results for tags 'write'.
Found 14 results
-
Hallo my name is Danu, i have a CP1E wirh CP1W-CIF11 and connect to modbus RTU device, i have done with write single coil, write single register, read single register and read multiple register. But i try to write multiple register, the indicator of CP1W-CIF11 is off and if i check d memory its no data. I attached my cx programmer. Can you help me create write multiple register in cx programmer? Thank you AD4402-modbus edit edit edit edit edit.cxp
-

Read/Write value of Omron memory area using Ethernet/IP (EIP) protocol
JayPrakashTiwari posted a topic in CX-One
Hello Everyone, I have a Omron CJ2M PLC, and I have configured the Ethernet/IP port of this PLC to communicate over ethernet connection. I want to read/write the DM, HR memory areas of Omron PLC (CJ2M) using eip protocol communication. Is there any protocol specification which explains the telegram structure to be sent over ethernet to be able to read/write the values in omron plc over EIP? I want to know the command structure which can be sent to PLC and PLC will respond with the proper response. -
Version 2.0.0
66 downloads
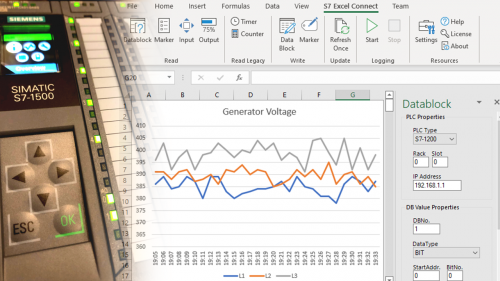
S7 Excel Connect allows you to read, log and write one or more Siemens S7 PLCs data using Microsoft Excel. This can be data from a datablock, marker, input/output as well as digital as analog (not peripheral), timer and counter. S7 Excel Connect can be used for many uses ranging from a reporting tool, to a tool to write recipes to any S7 PLC. -
hello, im working with r04 mitsubishi plc with rj71c24-r4 in modbus rtu mode, i need to read and write PM1200 scheneider values, but i have problems, is my first time with this model and very different than fx5u model, i working in GX works3 someone who can guide me, I would appreciate it too much
-
I have R16 PLC (firmware45) and SD card(2GB). Can any one help me to create CSV file in SD card.I need to Logg the data of D0-100 when the M0 trigger bit goes high. can any please help to creat ladder for this. it will be really helpful.
-
hello everyone.Please help.I have a program for the machine written on protool and Strp7, When I want to open it to add changes to it, it gives me the erroropen object 734:26 OM TD/OP: simatic-op is on a write-protected medium.please tell me, How can I overcome this problem?"Unexpected file format" Attached images.Thank you for your help
-
Goodmorning a question... I builded a simple monitor of plc. I need to read the data of the Mitsubishi FX3GE PLC. In example I should read: D14 FLOAT 32bit D16 FLOAT 32bit alarms from M100 to M119 and a bit of state M450 How can I do this? The PLC is connected via ethernet and the port il 5002. I'm working with PHP and normally use modbus, opc-ua, etc. But here? Thanks in advance Carlo
-
Hi everyone. In Vijeo Citect SCADA I created some tags and I try to write to a bit device of MELSEQ Q PLC. But I get this error : Cicode General software error. Note: I can read from PLC.
-
Example of ASCII program on a Micrologix 1200
Roboman posted a topic in Allen Bradley / Rockwell Automation
Does anyone have an example piece of ladder logic, created on a Micrologix 1200, using ASCII to READ and Write to a serial device? I am building a ladder on a Micrologix 1200 that will send data to an old CNC once a certain ASCII instruction is received on the PLC. For example, when the machine spits out an ASCII "1", the PLC will see the "1" and send out a three digit number depending on a sequence of discrete inputs. Thank you, -
How to solve FX5U Security ES:0180840b Error (If you disable write to PLC)
altan posted a topic in Mitsubishi
Hello everybody, I have network from : PC - 192.168.3.11 PLC - 192.168.3.250 I change this option in FX5U PLC in GX Works3 for Network Ethernet port --> Application Setting -> Security -Disable Direct connect with MELSOFT : Enable/disable -DO not respond CPU module search : Respond / not respond and I upload program to PLC. After upload program to PLC and restart it was impossible to connect again. I Have ping between PLC and PC, but could't write program. Always writes me Error <ES:0180840b> So to disable Security Option you should to do : 1. Open Works3 2. New Project (Choose your PLC - FX5U) 3. Online menu 4. Specify Destination Communication 5. Click twice in PLC module 6. Set Connect via hub (In my case i connect PC and PLC directly !) 7. Choose IP Address ( in my project : 192.168.3.250 , PC must be in same network 192.168.3.X) 8. Give OK 9. Connect Test. With steps I disable security options and it was enable to connect to PLC and Write data on it. I Hope that will help to other with same problem. Special thanks to : Piotr Tynor(Mitsubishi, Poland ) , Adam Syrek (Mitsubish, Poland ) , I. Ayvazova (Bulgaria) , K. Raykov (Bulgaria) -
Slow performance of Write to tag from VBA
Jake104 posted a topic in Allen Bradley / Rockwell Automation
As part of a startup initialisation I want to set some 400 memory tags to a string value. I use this routine: Public Sub WriteValue(val As Variant, TagName As String, Fm As Display) Dim TG As TagGroup Dim WriteTag As Tag Set TG = Application.CreateTagGroup(Fm.AreaName) TG.Add TagName Set WriteTag = TG.Item(TagName) WriteTag.Value = val End Sub It Works well - but it is slow. Making about 400 writes takes 40 seconds. I thought maybe the creation of a taggroup before every write was slow (like it's done with the use of this WriteValue routine), so I tried making a taggroup with all 400 tags first, set active=true for this taggroup and then do all the writes. But it's equally slow. How do I speed up the writing of such memory text tags? I have a had similar read-issue - here the many individual reads is slow, but if I create a large taggroup with active=true - then reading is fast. I use FTview SE 7.0 on Win 7-64 -
All, When i work with a 2.11 IDE from beckhoff in simulation mode i must everytime when i change a input give a write commando. I think it must be possible that the outputs changed automaticly when i give or change an input. What do i wrong?? best regards Frans
-
I am needing some help developing a string, and setting up communications that will be interpreted by a printer. I have thus developed my string, setup my com ports on my 1766 micrologix and setup com ports on my schmidt styliner scribing printer with win7e. Essentially this is plc to computer running software for a printer. the software has been setup to the best of my knowledge. My problem is creating a string that will be recognized as start/stop transmission at the printer. I have never done ascii so I am unfamiliar with how to get the two components talking. This is a simple application that only requires writing a string to the printer, but i have tried all that i can without any luck.
-
a2n cpu problem write to plc the program I read before GX devloper
vadap posted a topic in Mitsubishi
Hi all and nice to meet you here! I hope that someone with experience helps me and I hope in future to offer also my help to someone. I am having problem with a Mitsubishi plc with A2N (S1) cpu installed on a machinery. The machinery stayed 20 days switched off and with battery empty as I realised when switched on and the problems come out. I changed the battery but the problem didnt resolved. The plc gave error with stable error led and flashing run led on the cpu. Also an error led stable on a (double role) module of printer and ram. I have to say that I have never used GX developer environment before and it is my first contact with Mitsubishi plcs. Reading some manuals (found on the internet) and by using GX developer I read from plc the faults. Register D9008 was set at 12 error meaning MISSING END INS. I Followed the described flow charts from a2n manual for reseting faults but the situation was the same always as described above. I tried to read the program from plc and succeded to read it. It is a lader with about 6000 lines. Anyway I have no previous experience of the GX development environment but I tried to put the missing END in the program as sugested also by the flow chart in the manual. At this point I have to say that it was automatically added from gx developer as I can remeber from an appeared message. I verified also many times the program on gx developer with the plc and the only difference was that missing END at the last line of ladder program. Anyway I tried to write back to plc the program with correct end but it was not possible. I tried several times. The error mesages took with Gx developer was the following : "THE SAME T/C COIL EXISTS IN PROGRAM (MAIN) AND/OR PROGRAM (MAIN-SFC). THE VALUES ARE SET TO BE THE SAME AS IN THE FIRST FOUND T/C COILFROM THE TOP OF PROGRAM" "THERE IS A DEVICE IN THE PROGRAM (MAIN) THAT IS OUTSIDE OF THE RANGE. CHECK THE PROGRAM AND CORRECT THE DEVICE THAT IS OUTSIDE THE RANGE." Anyway I decided to delete the plc memory. After that the run was stop blinking and the error led went off. Only the error on the printer-ram module was on (This module was changed with a know functioning one witout any variation on behaviour). I thought that problem has gone now that the cpu is empty. I tried again to write the program to the plc but again i take the above mentioned messages. Now I have an empty plc and a program on the Gx developer that cannot be written to plc!!!!!!!!!!!!!!!!!!!!!!!!! I am desperate!!! I do not know how to proceed. I am not knowing the mitsubishi development environment. Other than Gx developer I tried to install the GX simulation but it not works to my computer. At this point I dont know even if the ladder program is somehow corrupted after the described above messages. I can sent the code (GX developer project) and any other information to someone expert, if necessary, to have an opinion. Please help!!! Let me know how to proceed!! I have to write back the code to plc !!!!! Thank you all in advance!! Now i realised that there is SFC that is my problem. Could someone help please? Big part of ladder is in yellow color. How can i proceed?
