
Search the Community
Showing results for tags 'structured ladder read from plc'.
Found 130 results
-
Hi, I am searching for a Possibility to Set bits in Set or Reset State. How can i do that? in Example the Code in LD: and in ST EQ_E( Merker79 AND Referenzfahrt_TP_Ein_Aus = TRUE , bDummy , P_Achse_Istpos_pulse , 0 ); PLS( bDummy , Drehrichtung_P_Achse AND M8140 AND Loeschen_Positionszaehler_Achsen AND Startpos_anfahren_nach_Referenzi AND P_Achse_Referenziert = TRUE );
-

Some Conversion Problems from Codesys to GX Works in Structured Text
Levent1970 posted a topic in Mitsubishi
Hi, I Have some Problems with this Function Block written in Codesys ST: Variables: FUNCTION_BLOCK FB_Powder_Test VAR_INPUT bEnable: BOOL; bPowder_On_Button: BOOL; bPowder_Test_OnOff: BOOL; iTime_Powdertest: INT; END_VAR VAR_OUTPUT bReset: BOOL; iActual_time_powdertest: INT; END_VAR VAR PowderTest_Ton: TON; END_VAR Function Block: IF NOT bEnable THEN bReset := TRUE; PowderTest_Ton.IN := FALSE; iActual_time_powdertest := 0; ELSE IF bPowder_On_Button THEN PowderTest_Ton(IN := bPowder_Test_OnOff, PT := (INT_TO_TIME(iTime_Powdertest) * 1000)); iActual_time_powdertest := REAL_TO_INT((TIME_TO_REAL(PowderTest_Ton.PT) - TIME_TO_REAL( PowderTest_Ton.ET)) / 1000); bReset := PowderTest_Ton.Q; END_IF END_IF and GX Works3 Variables: bEnable Bit VAR_INPUT bPowder_On_Button Bit VAR_INPUT bPowder_Test_OnOff Bit VAR_INPUT iTime_Powdertest Word [Signed] VAR_INPUT bReset Bit VAR_OUTPUT iActual_time_powdertest Word [Signed] VAR_OUTPUT PowderTest_Ton TON VAR Function Block: IF NOT bEnable THEN bReset := TRUE; PowderTest_Ton.IN := FALSE; iActual_time_powdertest := 0; ELSE IF bPowder_On_Button THEN PowderTest_Ton(IN := bPowder_Test_OnOff, PT := (INT_TO_REAL(iTime_Powdertest) * 1000)); iActual_time_powdertest := ((TIME_TO_INT(PowderTest_Ton.PT) - TIME_TO_INT( PowderTest_Ton.ET)) / 1000); bReset := PowderTest_Ton.Q; END_IF; END_IF; I have this Error: No. Result Data Name Category Content Error Code 1 Warning FB_Powder_Test Syntax Check Convert data type from INT type to REAL type automatically. 0x11042FD4 2 Error FB_Powder_Test Syntax Check Data type of argument does not match. 0x11041F61 -
Need Help for Converting FB from Codesys to GX Works 3 in ST
Levent1970 posted a topic in Mitsubishi
Hi, Many Programms we have are written in Codesys and in ST Language and now we have a FX5U and I'm trying to Convert some of them. But the both Systems are different, I miss the Librarys like util.lib and FB like RAMP_REAL, BLINK, LIMITERROR which are in Util.lib. Are there Librarys like util.lib for GX Works 3 ? Is it possible to convert Ladder to ST? (I dont have any Idea from Ladder and I'm new in Programming) Have someone Sample Programms for me for Training? -
Hi there! I have a question with AB PLC. My problem: I have some raw data...distance for example.When the machine starts,the sensor begins to send the information with the distance values. When data is received it is moved into an array. After the first 5 values the program calculates an average and the result is moved into another array.Currently after receiving the fifth value,thus filling the first array,making the calculation and sending the average to the other array,the program empties the entire first array instead of just always discarding the oldest value of the five,and recalculating the average with the newly arrived value every time. I tried to made this with ladder diagram using an an fifo load and unload but isnt working. Please help me if anybody can. Thank You.
-
My program has the option Tool | Options | Program Editor | Ladder | Ladder Diagram Display Format set to 11 Contacts. Are there any repercussions to changing this on an existing program? I would like to spread it out to the 17 Contact setting.
-
Hello everyone, I'm a beginner in RS485 communications and i want to control 2 inverter LS iG5A via RS485 from a PLC Mitsubishi FX2N I really don't understand how i should aproach and start this part of program in Ladder Diagram, to write and read parameters from Inverters. Please help me with an example Thanks.
-
I am using GX Works Version 1.493P After selecting Online->Monitor -> Monitor Mode ... and doing some online debugging... I find my projects stuck in read-only mode. Even restarting the computer does not make the project editable again. Any help will be greatly appreciated.
-
Hi, I have a fairly easy assignment for a school project that has the following components: -1 impuls start switch -1 impuls stop switch -2 El-motors When you push start one motor is suppose to run. Then you push stop and it stops. The next time you start the other should run. Only one motor shoud run at the time. I solved this using a KEEP function in ladder logic. But I want to be abel to do the same thing in structured text. So my problem is that I cant fint anything to replace the KEEP function. Any help would be much appriciated.
-
Need Help! I uploaded structured ladder program into FX3S PLC. But When I try to read it from PLC it says the program cannot be opened.
-
Ok, so I have 22 bits that I need to monitor the status of; all in separate words. Each change of state (on each bit) I need to trigger a timer and have the timer done to completion. I'd like to have the timer reset if a bit changes state during timing. I'd like to keep it to one timer. I'd like to keep things as simple as possible so the less rungs / branches the better. Any help?
-
"Ladder Logic" internal contact set-up
MikeOrsini87 posted a topic in Modicon / Telemecanique / Schneider Electric
Hi Everyone, I'm working on my first PLC program and I have gotten my hands on some ladder logic I'm trying to duplicate. I'm using SoMachine 4.1 and have started a new Ladder Logic diagram POU. I'm curious on how do I create internal contacts. EXAMPLE: 24v--------l START BUTTON l----------------( COIL A)----- --------------l COIL A CONTACT 1; attached to a real output, solenoid valvel-------------l COIL A INTERNAL CONTACT TO CLOSE l---------------- Are there standards for numbering and labeling? I'm seeing L and U inside coil contacts. Does this have an underlying meaning according to standard? Is there a RTO function inside SoMachine 4.1 -
Ladder Logic socket communication
Br4zzor posted a topic in Modicon / Telemecanique / Schneider Electric
Hi everyone, I'm a newbie in the ladder logic programming languages. For my thesis project I've to develop a scenario but I'm stuck with the creation of a socket connection from the Modicon M340 PLC to a server for transfer continuous data given from sensors or similar. Does anyone have a sample program that could have such a functionality so that I can change it based on my needs? Thanks in advice for any further reply! -
Hello, I am currently working on programming my first sortation system. Attached is a blue print of the in feed conveyors and their loadout lines. As boxes merge together they will be scanned by the barcode scanner. From there we will be told which lane each box must go down, from the WCS. My question is, without encoders, what would be the best way to control this system? Counting the packages as they pass through the photoeye? Or setting timers? Thanks, James Sorting Conveyor Layout.pdf
-
Hello, I am working on a project to connect a PLC (Micro820 by Allen Bradley) to a simple RS-232 alphanumeric OLED display. I am not too familiar with structured text language, but I have worked with micro-controllers that use similar high-level languages (mostly C-based). My question is: is it possible to use connected components workbench to program my Micro820 to output ASCII commands to an off-the-shelf RS-232 alphanumeric display? Are there libraries that make life easier to do this? I welcome any recommendations to related reference material or command tutorials, thanks!
-
Dear Experts, I have been trying to activate FX2N-2LC temperature control block but nothing could help. I have tried the ladder logic which is available in Mitsubishi manual but this is not any output from the module. Please help me or guide me to get rid over this problem, I am attaching the ladder diagram so you guys will get the Idea to where I am going wrong. FX2N-2L Program.pdf
-
PLC 5 ladder output unexpected behavior
wdfiller posted a topic in Allen Bradley / Rockwell Automation
I hate to start a new topic on such an old processor but I forced to keep this thing working until I can upgrade it. We are having funny issues with outputs. At first they were on a PLC5/60. We suspected a bad processor so we changed to a PLC5/40 we had in our tool crib and the problem didn't go away. Some of our outputs in the ladder are being evaluated to true but not turning on. We can force the output on and it will come on and when we remove the force it will turn back off. I've never seen this problem before on any processor. All the logic leading up to the output is true but the output is not turning on and is there not green. I've already checked all the obvious causes. The instruction is an OTE. The output is not duplicated somewhere else in the logic that is turning it off. The ladder file is being scanned. I replaced the output with a B3 bit and on the next line had the B3 bit turn on the ouput. The B3 output bit turned on but the output did not. This output is on a remote I/O rack and other outputs on that rack are working. Any ideas would be greatly appreciated. -
CAN SOMEONE PLEASE SUGGEST ME ONE OF THE BEST ONLINE LADDER LOGIC SIMULATOR OR SIMULATOR SOFTWARE FOR PRACTICING AND DEVELOPING LADDER LOGIC SKILLS.??
-
Good afternoon, I need to convert a UINT (16-bit unsigned integer) to a DINT ( 32-bit signed integer). Apparently we can't directly assign a UINT variable's value to a DINT's or vice versa. I also couldn't find a way of casting UINT as DINT. The reason why I need to do it is because I'm receiving data from a socket. The RXLength is a UINT but in order to scroll through the data array (USINT[1..1]) I need to use a DINT as the array's index, but I can't compare the array index to the array's length because they are incompatible types. Is there a cast statement similar to: myDINTvar := (DINT) myUINTvar; I also tried the following but it didn't work: myDINTvar := (myUINTvar * 1); Any help will be deeply appreciated.
-
RSLogix5000 Courses for structured text, SFC, and 5000 nuances
gromit posted a topic in Allen Bradley / Rockwell Automation
I am very knowledgeable with RSLogix5 and RSLogix500, but want to become well-versed with RSLogix5000 advanced algorithms, strategies, and program types—(Ladder, Sequential Function Charts, Function Block Diag, Structured Text), and motion control, such as servo-controllers. . . mostly interested in structured text. I’m also interested in the nuances of RSLogix5000, ControlLogix & CompactLogix regarding design, on-line programming, and off-line programming, etc. Can anyone recommend a course or courses that cover this subject matter? Thanks! -
In Part One of the Question: "Can the Omron NJ CPU make the Random Sea?" There were some fine opinions about that. This example is what it looks like using Red Lion, Delta Motion RMC75E and LinMot: https://www.youtube.com/watch?v=SQd6YzBWVvI Recent edit: The "Big Trycky Omron Question was asked many, many times not shown on this Forum. I had a very difficult time getting a straight answer from many people at Omron and LinMot. Probably because they really never tried to do it. By the end of THIS thread ( part2 ), Thanks to innoaloe I know that the NJ can generate the position signal, as streaming position data with no time limit, and produce a "randomly" generated model of the ocean's surface. The "random" part isn't added yet, but, it will work... and the LinMot part isn't added yet .. and it is still unknown if that will work.
-

Sine Wave Motion .. problem with "FOR" statement
lamboom posted a topic in NJ Series / Sysmac Studio
Hi... Trying to keep it simple: Want to make a G5 incremental motor wiggle, CW/CCW in a sine wave motion, Thought this might work: The variable, "Angle" is REAL, Phase1 is REAL, AMP1 is LREAL, CSINE is LREAL .. Sysmac doesn't like "Angle" in the FOR statement .. Anyone know why..? Thanks Much, Regards, Michael -
Version 1.0.0
560 downloads
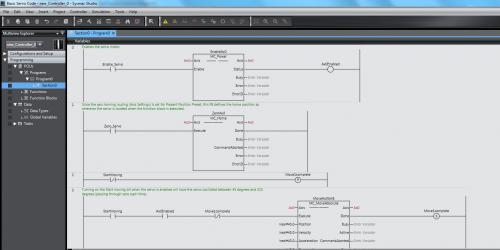
This is a very simple ladder program that shows the basic steps to enable, zero and move a 1S servo using the NJ controller. -

[PLC Sample Code] - Basic Servo Control Code for NJ and 1S
Michael Walsh posted a topic in Download Comments
View File Basic Servo Control Code for NJ and 1S This is a very simple ladder program that shows the basic steps to enable, zero and move a 1S servo using the NJ controller. Submitter Michael Walsh Submitted 02/10/17 Category PLC Sample Code -
Can Anyone Come Up with the Screen Shots or a video link of procedure for Displaying Real Time Sinusoidal Waveforms From Satec MFM ON GE FANUC?? I have PACsystem RX3i via Serial Communications Module-IC695CMM002
-
How to read korea plc master k 250 since it can not read by using KGwin software .thanks

