
Search the Community
Showing results for tags 'siemens automation'.
Found 226 results
-
Dear All i got this error when i upload program from plc to PC then this error is shown. if i continue then TIA Portal Crashes. Kindly suggest me a solution . PLC : Siemens 1200 Cable : MPI
-
Dear Team, We are looking for a suggestion to drive a motor which is away about 2100 Meter from its starter. The Pump is located in a pond in the forest which is 2000 Meters away from the nearest building. The pump capacity is 55kW and we are considering 55kW HD VFD as a starter. As we see the distance is much higher we are looking for you valuable suggestion about how this thing is gonna work without any abnormalities.
-
Hello there, I have installed TIA Portal V16. There is a logic programming language called "Graph" in the siemens TIA Portal. This language is not installed by default in the TIA Portal. How to install that language Graph Language in TIA Portal ? Refer Images:- https://we.tl/t-BF2PtDcd7W
-
hi, I'm trying to find out what kind of HMI panels can be used for a LOGO!8 ethernet plc. are panels from simens that can be used... they are a bit expensive
-

PCS7 Management Console Not Working Properly Says Must be Reinstalled when Adding an IPC to Network
Aceplosion posted a topic in Siemens
When installing and running SIMATIC Management Console, I am able to see all the computers on the current subnet and connected to the Management Console PC. When trying to add the Management Console pc to Network an error pops up saying: "A SIMATIC Management Console error occurred. Remedy: restart SIMATIC Management Console or restore data, or re-install SIMATIC Management Console." I have tried reinstalling Management Console and Management Agent several times and restarting the pc, but it still gives the same error. The version is V9.1 SP1 Update 3 and running on the latest version of PCS7. I have read the manual many times and checked everything such as user rights and services running, but nothing has fixed it. I have also noticed that SIMATIC Management Agent Configurator does not see Management Console and just has "-----" for where it should name the console. Any help or guidance would be appreciated, thank you! -
Hey everyone, I'm new to programming PLCs and I've run into a problem. I have a Micrologix 1400 Series B PLC, and for the past month, I've been using a free trial of RSLogix 500 Starter. But now, the trial ran out, and so I bought a license for "RSLogix Micro Starter". The problem is that when I downloaded my updated file to the PLC for the first time with micro starter, the PLC's outputs don't work anymore. I checked the PLC screen and the inputs from the HMI screen are getting recognized, but the inputs from the physical sensors are not. Also, none of the outputs are being activated on the PLC at all, which I can tell by looking at the I/O status on the PLC screen itself. I then uploaded a new test program, where you press a button and a light turns on, but that doesn't work either. I haven't changed any of the physical wiring, only thing I've changed is that I'm using RSLogix Micro Starter as opposed to RSLogix 500 Starter. I spoke to a Rockwell technician about this and he said that there shouldn't be any problem, as I haven't done anything wrong. So I now ask everyone on this forum if they could help me out a bit.
-
If you learn more quickly after watching videos about PLC like reading the literature without example, then these videos can help you if you are a complete beginner. Enjoy it (If this is against the rules of this site then sorry for spam ) PLC: 1. How to create project in TIA Portal https://www.youtube.com/playlist?list=PLqYtPgi-xbbgUBs7nrNmq5ManYyQ-hvKK 2. Program blocks https://www.youtube.com/playlist?list=PLqYtPgi-xbbhlni7Uw9-lfs8UIykpuubF 3. Bit logic operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbitdaKvFJv9WZEOj7VrMf_0 4. Timer operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbiaWQL8lXja1_Kd1z-jeDXr 5. Counter operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbgfyg2dwDiR7xzsaXtdI9xo 6. Comparator operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbgs-WgOvePyRUKgnDBK-qfx 7. Math operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbgInRxxraaX6RG5LUS8gcpM 8. Move operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbjQQEXr_bhzjKvNCjBeS1Zw 9. Conversion operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbjsjfMUtVn3QQ6MJM7cBpTW 10. Program control operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbgFtnxDkNZ7Amps67nr-KHX 11. Word logic operations https://www.youtube.com/playlist?list=PLqYtPgi-xbbh6bGa9bgy6cJhVi-RhF0gH 12. Shift and rotate instructions https://www.youtube.com/playlist?list=PLqYtPgi-xbbhlUnK9ECCKUccqt91Qsw6e HMI: 1. Beginning with HMI devices https://youtu.be/EF4Qprf0Mn8 2. Basic work with screens https://www.youtube.com/playlist?list=PLqYtPgi-xbbgPAApJCAGcPZOHViTAT9C1 3. Basic screen objects 4. Elements objects https://www.youtube.com/playlist?list=PLqYtPgi-xbbgOSznFb03Rr_St-2WFcygo 5. HMI Alarms https://www.youtube.com/playlist?list=PLqYtPgi-xbbi_V7XENgupV7HFjOJI7Yes 6. User administration https://www.youtube.com/playlist?list=PLqYtPgi-xbbgDP9dfAOkW3eodC5aH0kmR 7. Scheduled tasks https://www.youtube.com/playlist?list=PLqYtPgi-xbbjsaMlovHL2BDrju8kKgkZi OTHER: Siemens PLC - Hardware configuration (SIMATIC S7-300) https://youtu.be/WVkAGKsxftw Siemens HMI/PLC - communication (Basic Example) https://youtu.be/AcN50TShHgY Siemens PLC - Firmware upgrade/downgrade via TIA Portal https://youtu.be/qEsS7RR7QIw Siemens HMI/PLC - Recipes (Basic Example 1/2) https://youtu.be/wLmH-QT3T9U Siemens HMI/PLC - Recipes (Basic Example 2/2) https://youtu.be/_2K6l7dYuqY Siemens PLC - Upload program from PLC to TIA portal (PC) https://youtu.be/igw-4CxjnLw Siemens PLC - Add and install GSD file in TIA Portal https://youtu.be/LJKUzv3Zykw Siemens PLC - Activate and work with Web Server in TIA Portal (Part 1/2) https://youtu.be/WCpiej4S8-U Siemens PLC - Activate and work with Web Server in TIA Portal (Part 2/2) https://youtu.be/xl4pxLK0CDY Siemens PLC - Scaling/Converting Analog Input/Output (0-20mA to 4-20mA and vice versa) https://youtu.be/BOjFlhAwO0k Siemens HMI/PLC - Linear scaling of HMI Tag (PLC/HMI tag scaling) https://youtu.be/XBUknb3JDfE Siemens HMI - Changing of Date/Time format (12/24 hours format) https://youtu.be/bCVKFrLwzWA Siemens PLC - Configuring and commissioning of SIRIUS ACT (PROFINET IO) https://youtu.be/yIW6kta34_s and more...
-
Hi gentlemen, I have I bottle capping machine and I'm reading the torque value from one of the Sureservo2 drives. As the bottles pass through the machine, I need to display the peak torque value and hold it until the next bottle passes through. This machine could run up to 100 bottles a minute. I would also like to display a 10 bottle peak torque average. Does anyone know of a good way to do this? Any help would be appreciated.
-
Issue when using PLC S7-1500 as OPC UA client to connect with OPC UA server having certificate
Danh Vo posted a topic in Siemens
Dear all, I'd like to get your support on the issue with OPC UA certificate. My OPC UA server has been built with Node.js. The PLC S7-1500 (firmware v2.9) acts as OPC UA client. It's working well without certificate but when I use certificate, there are 2 situations: 1. When connecting using "Online access" (as attachment) in the "OPCUA Communication >> Client interfaces", I can connect with certificate (after I export and copy the PLC's certificate to the trusted folder of the server). --> server is ok. 2. When coding and running with real PLC: can't connect, there is even no PLC's certificate on the rejected folder of the server and there is no any error, the Status of block "OPC UA Connect DB" is still 16#0000_0000. So, what I did with certificate in TIA Portal (V17) are: - Enable the Global security setting for certificate manager - Created (and tested) with both self-signed certificate and CA certificate for PLC - Added server's certificate to trusted list in "Certificate manager" of TIA Portal (also added to the "Certificate of the partner devices" in Device config) - In "OPCUA Communication >> Client interfaces", chose the Security Mode/Policy and PLC's certificate (already tried with and without this setting) In my point of view, the problem is that the PLC received the certificate but somehow it didn't read correctly or didn't compare with the certificate in the trusted list because if the PLC does this step, it should send its certificate to (the rejected folder of) server. Could anyone help me to solve this issue? Thank you in advance. [Update] 1.The PLC throw the error code 16#8016_0000 (BadCertificateHostNameInvalid/The HostName used to connect to a Server does not match a HostName in the Certificate - as I searched in google) but it's very quick so I could not see this behavior at the beginning. 2. I have tested with UA Expert, I can connect without any problem/warning. So, the high confidence that problem comes from PLC. ---------- Best regards, Danh Vo -
Hi all, Do you know a way to export/import the graphics screens (PDL) from a human understandable language (XML, CSV, JSON, etc)?? Thanks!
-
DO C-more (and other) HMI's work well with Emerson stand alone PLC's?
junkyardgary posted a topic in HMI & SCADA
We have been tasked with saving money on equipment within our 4 plants here in the USA. I would like to investigate using low cost HMI's, I've had great success using C-more in the past. Has anyone had any of the several low cost HMI's attached to Emerson PAC (AKA GE Prophecy) PLC's? has there been any connectivity issues? I'd like to try one to replace the Emerson HMI's which are hard to source, and expensive. I believe any time setting up a low cost option would offset the cost of the Emerson, and open up our choices of HMI's and not be boxed in to one brand. We also use Profinet along with Ethernet connection, I believe the Emerson HMI only uses Ethernet (for us) but if there is a Profinet version that is easy to set up, that would make it an easy sale for me. This HMI would also have to work with the older 90-30 series PLC's, but i'm pretty sure the communications have not changed much from the to the stand alone RSTi-EP and RX3i PLC's. Any advice would be appreciated. Have a great week. -
Hi there, I'm downscaling my business in Western Canada and have some legit software licenses I'm going to sell. This was my first thought as to where I might explore selling/transferring licenses, but I'm also open to polite suggestions. I have: one Studio 5000 Full Edition ESD Software (9324-RLD600ENE) (software & valid license) two Siemens TIA portal software packages & licenses with Step7 v14sp1 and WinCC Comfort Advanced V14sp1 (software & USB dongles) an unused Simatic WinCC SmartServer license (software & USB dongle) one Progea Movicon 11 Scada/HMI developer license (software & USB dongle) one Progea Movicon NExT DEV3-FL (developer license) (software & USB dongle) an unused Progea Movicon NExT Scada license (RTCS3-F-1K+WB3-1K) for site install (software & USB *unused) one package of Schneider Movicon with license (Vijeo Designer, Unity Pro S, and SoMachine) (software & USB keys) Thanks! Mark
-
Question About PLC Programming for a Concrete Batch Plant
domster2003 posted a topic in Automation Direct
Hello all, I am working on a batch computer for a concrete mixer, and the computer that was running the plant before has stopped functioning. It was an old PC running MS DOS. The code is encrypted and replacing it is not a cost effective option. I therefore am looking into using a PLC to control this batch plant. I have a setup that was in progress by another employee who no longer works for us, it is a CLICK PLC from Automation Direct, and it is supposed to be paired with a EA9 T8CL touch screen HMI from the same company. I would like some advice on just some basics, I would greatly appreciate some input. I essentially only have one input, and that is an analog scale, 0-20mA input. I have digital outputs for sand, gravel, cement powder, and a water meter for adding water to the mixture. I have one final output, an additive for reducing the required water in the concrete. What I would like to create is a program that when it is told to start, looks at the scale, and if the scale is less than say 100 pounds, opens sand until it hits 1700 pounds (as an example), then turns it off. Then it turns on the gravel and adds that for another 1700 (again for example, all these are variable), turning the gravel off after. Next the cement, and so on. I don’t need someone to write the program for me, but can someone point me in the right direction on using an analog input to turn digital outputs on and off? Again, your help would be greatly appreciated. Thanks for taking the time to read this long post. -
How can I access an UR5 robot through Studio 5000?
Lucas Antonelo posted a topic in Allen Bradley / Rockwell Automation
Hello, everyone! I am following this YouTube tutorial where it teaches you how to add a block of Modbus server within Studio 5000 for communication with plc ControlLogix. The video: https://youtu.be/qcF4m7rPjkw However, according to a comment from the author of the video himself in my comment I can make such a connection through a Modbus device. How do I do this within ur5 and how can i access UR5 inside Studio 5000? -
Siemens Moore Mycro 352 Controller Repair
Otto Automation posted a topic in For Sale, Employment, Services or Wanted
Please let us know if anyone needs to have their Siemens Moore Mycro controller repaired. We can repair these for you depending on the model. 352EA21NNF, 352EA21N1F, 352BA etc. We can also repair the power supplies that go with them and can upgrade the unit from B level to C level software. If you would like a free quote please contact us at customerservice@OttoAutomation.com or visit us at www.OttoAutomation.com. All repairs come with a full 1-Year warranty and also include a complete refurbishment and testing to extend your units life cycle. Any member of this site will also get a twenty percent discount on these units. Thank you, Otto Automation -

Surplus Siemens Components
motioncontroller posted a topic in For Sale, Employment, Services or Wanted
We have just moved our facility and we have discovered a box of Siemens parts (and a few random other signal converters etc). I've attached a list of parts if anyone is interested, they are all all new in the box. We'd be interested in selling at a very fair value, reach out if you're interested. Also if you know of a good surplus place to sell the lot to please let me know. Siemens Inventory.pdf -
I have a PLC ladder logic problem that I am stuck with and would like to know if there is a solution for it. PLC Ladder Logic Problem on PLC Fiddle: Automatic Window Blind There is a window blind that is controlled by using an opening and closing motor. There are 2 IR sensors that act as limit sensors to identify the boundaries of the opening and closing of the blind. The blind can either fully open or fully close. The blind is fully opened during day time and is fully closed during night time. We assume that the day time is for 12 hours and night time is for the other 12 hours. The PLC ladder logic must include at least a SENSOR, an ACTUATOR, a TIMER, and a COUNTER. You may use PLC Fiddle to draw the ladder logic: https://www.plcfiddle.com/ The process is as follows: 1. Assuming that the blind is now fully closed (during night), the night time 12-hour count down starts. The counter is done using a timer that counts 1 second, and after every second, the counter goes down starting from initial value of 12 (1 second represents 1 hour count down for simplicity). 2. When night time counter reaches 0, the counter resets back to 12 and stops, then the blind opening motor activates and keeps running until the blind edge reaches the opening limit sensor. 3. The opening motor then stops, and the day time 12-hour count down starts. The day time counter operates the same as the night time counter. 4. When day time counter reaches 0, the counter resets back to 12 and stops, then the blind closing motor activates and keeps running until the blind edge reaches the closing limit sensor. 5. The closing motor then stops, and the night time 12-hour count down restarts again. The whole process is repeated again. Please find attached below the rough sketch for the idea. Feel free to either sketch the ladder logic or use PLC Fiddle (link above). Thank you.
-
Hello all, I have 3 kinetix 5500 drives connected in series but some how the 3rd drive lost power. all the fuses in the cabinet look good. nothing else is tripped either. any advice is appreciated. thank you
-

Industrial serial device servers - substitute Moxa
Kann posted a topic in Computer Help and Networking
I'm looking for a serial device server, which will be a cheaper equivalent of moxa. Does anyone recommend anything? -
Version 1.0.0
22 downloads
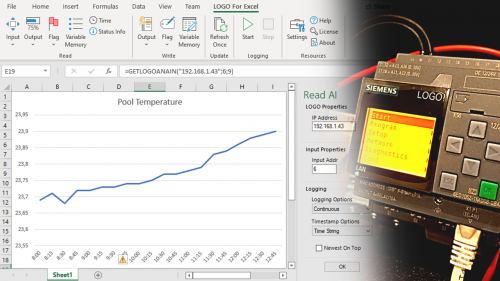
LOGO For Excel allows you to retrieve, view, log and write data to one or more Siemens LAN connected LOGO! 8 basic modules using Microsoft Excel without the need of a touchpanel or any other hardware or driver. Configure in no time Excel spreadsheets that contains live LOGO! data. -
View File LOGO For Excel LOGO For Excel allows you to retrieve, view, log and write data to one or more Siemens LAN connected LOGO! 8 basic modules using Microsoft Excel without the need of a touchpanel or any other hardware or driver. Configure in no time Excel spreadsheets that contains live LOGO! data. Submitter progpro Submitted 03/25/22 Category Demo Software
-
Siemens KSBLBDB Breaker Bus Kit, qty. 60
RVaughan posted a topic in For Sale, Employment, Services or Wanted
New in box Siemens KSBLBDB circuit breaker sub-kit S5/SWBD OEM BUS SUB-KIT, BL/BQD 12-D-5649-05 For BL and BDQ breakers in a P5 panel. Quantity 60 available, all new in box. Some boxes have cosmetic shipping damage. Other Siemens PLC / HMI equipment available, a few OP070, ET200S modules, touchscreen IPCs, CPU200. PM with your contact info to make arrangements. -
[Discussion] Do you think a framework for building and implementing a (simple) SCADA is needed?
zenithie posted a topic in HMI & SCADA
I hear a lot of people talking about the annoyance of price estimates (meaning they don't get a clear, transparent price from the beginning) and the costly engineering that seems to never end. Do you think that a step-by-step, clear process and course of action from A to Z would be beneficial for companies? And I'm not talking here about SCADA software, like Ignition. I'm talking about using Ignition to build and implement a fully working SCADA solution, customized to your company BUT you know exactly the price and the methods/processes that will be used (it's a replicable framework to get similar results for multiple companies - and the results would be a SCADA solution without the headaches of the unknown prices and engineering characteristics). Basically, a clear project-based approach rather than an hourly approach where things can get confusing. Do you think the industrial space could use something like that? -
Hi Guys I have some issues with profinet configuration Siemens step 7 v5.5 Fanuc robot profinet card cp1616 I have 8 byte safety 16 byte DI16 byte DOI setup DI and DO. No error.But I have safety comm error 1.1 I put Cp1616 at slot 0safety at slot 1DI at slot 2 DO at slot 3So far slot 2, 3 are ok, (no mismatch ) But safety are no ok, F number is matching between robot and plc side Is there’s anyone can help me on this, I don’t know what I miss. It’s the first time I am configure profisafe for robot Thanks
-
Hi All, need some advice on a system to Alternate Starting of 2 pumps: 1. When StartP is pressed, Pump No.1 would start. 2. By pressing StopP, it will stop the running pump. 3. When StartP is depressed again, the Alternate Pump will kick in. Am looking at using: I0.1 - NO Push Button I0.2 - NC Push Button Q0.1 Pump 1 Q0.2 Pump 1 to set it up.. Any kind advice how may i set this up? Any advice will be deeply appreciated. TYIA!