Search the Community
Showing results for tags 'servo motor kinetix compactlogix'.
Found 230 results
-
Version 1.0.0
559 downloads
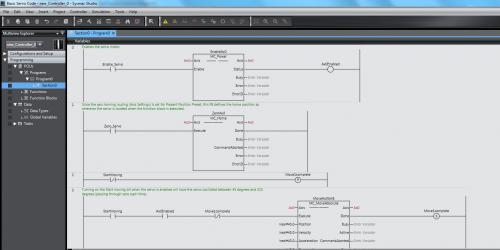
This is a very simple ladder program that shows the basic steps to enable, zero and move a 1S servo using the NJ controller. -

[PLC Sample Code] - Basic Servo Control Code for NJ and 1S
Michael Walsh posted a topic in Download Comments
View File Basic Servo Control Code for NJ and 1S This is a very simple ladder program that shows the basic steps to enable, zero and move a 1S servo using the NJ controller. Submitter Michael Walsh Submitted 02/10/17 Category PLC Sample Code -
hi all master mind I m irfan from Pakistan I want to drive servo motor with plc Mitsubishi fx3g.friends how create the A.pulse and B.pulse in the programming ladder for servo Drive. respected masters solve it problem with thanks
-
HELP ERROR S55 KINETIX 6500 s55 velocity error or excess positon error
Joshua Alf posted a topic in Allen Bradley / Rockwell Automation
HI , I would like to ask you for your opinion THIS IS MY PROBLEM WITH THE kinetix 6500 The equipment was working fine , but now i cant make to servo move with the program, cant run the test or autotuning Status in front of servo drives say running. Everything is green, no errors, when I activate the MSO I can hear a click at servodrive, but the servo is not energized, because i dont hear the usual noise when the servo is energized, I have check the cables and conectors, everythig is fines, I check the servo resistence , no shortcuts or open lines, The wierd part is when the servos are in the running state i can move by hand, they are supossed to be locked. after that I activate the home MAH, or test or autotuning , or a direct command ,and then it fails When i try to jog . move, test or autotuning the servo it says s55 velocity error or excess positon error, i can not get servo to move at all I can see the position from the encoder back to the plc. I have turned the servo and i see the position at actualposition Before the equipment was working , moving , I just swith it off one day, and the next day I couldnt make it move Best regards I have added the programm as an attachment k6500.ACD -

Can someone explain how an FFT works in regards to servo motor tuning?
Ballen22 posted a topic in General Topics - The Lounge
Hello All, I'm in the process of tuning a motor and I understand almost everything that is happening. The only thing that doesn't really make sense is how frequency relates to the speed of the motor. For instance, let's say my 3db point is at 100 Hz. I understand that from 0 to 100 Hz my motor is stable. If I have a 3000 RPM motor, how does 0 to 100 Hz relate to the maximum speed I can run the motor and still have precise positioning. Thank you -
Hello Im new using HMI got1000, Im trying to connect using Ethernet this HMI to a compactlogix, i already imported the tags, but i can't use any of them, because the gtworks3 says "you have to map the tags for set a device", i dont know what means map the tags, some one can help me please?
-
CompactLogix L24: Do I need an external ethernet module to talk to an ethernet device?
lifejustice posted a topic in Allen Bradley / Rockwell Automation
I have a compactLogix L24. It is connected to a network switch. I also have an ethernet servo driver (KM AKD) attached to the same switch. The CL L24 IP address is 192.168.150.1 The Servo Driver is 192.168.150.3 In RSLogix 5000, I added an ethernet module. I put in the IP address for the servo driver. When I go online, I just get a connection error (Code16#0204). I can talk to the servo driver using my PC on the same network (192.168.150.13), but the CompactLogix won't talk to it. Do I need to install an external ethernet module to make this work, or can I use the existing ethernet ports on the L24? I'm stumped. -
Processor or Program Name Tag RSLogix 5000
hboyer90 posted a topic in Allen Bradley / Rockwell Automation
Hey guys, this is probably a stupid question so I apologize if it is, but I have a PanelView Plus 6 700 and a CompactLogix L36ERM on one of my machines at my plant. We have several different molds that run in this machine, so we have 5-7 different PLC programs that can possibly run in this processor, depending on which mold is in. I'm planning to go to a single program with recipes, but I haven't had the time to set that up yet. So we use the PanelView for troubleshooting, and adjusting process paramters. On the main screen in the PanelView I have the time/date and also the program name. What I have been doing is just creating a string tag in RSLogix 5000 that is the program/processor name (we use the same name for the processor and program) and then on my PanelView I just create a string display that looks at the string tag name in the processor. That way anytime a mold is changed over and the PLC program is downloaded, the PanelView displays the correct program/processor name. Now this is all fine and dandy and works as long as if a new program is created, we remember to change the string tag to the name of the new program, we often run new sample parts and what we do is rename an existing program that has similar logic and save it as a new program name. The problem comes up because if somebody copies an existing program and makes a new one, the string tag is still going to say the name of the old PLC program. Now if we only had one or two or even 5 machines, it would be simple enough to just remember to change that string tag. Our, or I should say MY problem is that we have approximately 40ish machines in our plant, and I can't always remember to change that string tag every time we create a new program. I should say that I have been, but there are times that I may forget. My question is this, is there any way that in FactoryTalk View ME Studio to have a string display the name of the processor or the name of the PLC program automatically without having to manually enter the name into the string tag that I created in RSLogix 5000? Like is there a system tag somewhere that has the name of the processor or the name of the program? That was way more explaining then probably necessary. It's early and I've had way too much coffee haha. Thanks guys. -
Baldor Electric Motors Distributors
squareonelectric posted a topic in For Sale, Employment, Services or Wanted
Which one Baldor Motor is best for Industrial purpose like food processing?? Please suggest . -
does anyone can help how to connect plc fx2n-16mt with servo drive mr-j2s-40 and motor servo hc-kfs-43 ? please give me wiring schematic thanks a lot
-
We have a Panelview Plus 600. One of our panels is labeled "Motor Control," in charge of turning on/off different pumps. The problem is while the system is running, clicking the on/off button will not turn any pump off. When the system is shut down, the pumps can be turned on and off but not when the system is running. I'm trying to shut off one pump without shutting the whole line down. Any help is appreciated. Thanks.
-
All, I have a 1769-L24ER-QBFC1B processor with a 1769-ASCII card that I am trying to get working on the bench. I have a standard serial cable hooked up from Channel 0 of the ASCII card to the COM1 port of my computer. All I'm trying to do at this point is a simple bare-bones hello world program with a terminal (termite or putty) so that I can verify my setup and understand how it works before I try to implement it on the plant floor. I have the card set up in alternating mode and am using the pre-canned program found starting on page 35 of the user manual(1769-um012) .This is my first time using the ASCII card I am familiar with the CompactLogix processors and the RSLogix Suite. Any insight you can give would be greatly appreciated. Thanks, Lucas
-
We have a Panelview Plus 600. One of our panels is labeled "Motor Control," in charge of turning on/off different pumps. The problem is while the system is running, clicking the on/off button will not turn any pump off. When the system is shut down, the pumps can be turned on and off but not when the system is running. I'm trying to shut off one pump without shutting the whole line down. Any help is appreciated. Thanks.
-
Hi guys, been using this site for a long time, it has come in handy alot. However I have recently taken on my first servo project, heres an overview of the project We have a filling machine that has a separate dosing system to the filler head. It used to keep the dosing in time by adjusting a 0-10v signal to an inverter to make sure that a flag makes a sensor in a set window. I have installed an encoder on the filling head and an mpl servo to the dosing. I have then used an MAPC instruction to follow the encoder, the cam is 0-360 and it follows a straight linear line. I have installed of this as a temporary set up on one of the filling machines (we have 2) and it is working perfectly. I have now installed this on the second machine as a permanent set up with a panelview plus 7, L71 cpu. However it is giving a very strange problem on first power up, the encoder is giving the exact same position as before it was powered down. however as soon as the MAPC executes the servo axis faults, giving an overspeed fault. the servo doesnt even look like its attempting to move (however it is through a 10-1 gearbox). if i then home the encoder it then runs absolutely perfectly until it is powered down again. I am beginning to think it may be to do with the master lock and cam lock position, as the cycle stop position of the two machines are different. however I just cant seem to get my head around i the difference between them. Hopefully that makes sense any help would be greatly appreciated Thanks Rhys c1_dosing.ACD
-
Hello All, I'm completely new to the motion control systems and I'm interested in learning servo programming and motion control. I was trying to find a good resource that I can start learning from A-Z, but I couldn't find any. I have a demo kit with compactlogix processor and two kinetix 6500 drives with servo motors. What is the best way to learn it. If you guys have any resources or basic sample program please help me. Any learning material would be helpful. Thank You All
-
I have a Mitsubishi servo Pak #MR-J3-40B with an error 25 and 95 flashing. Could not find any help on the web or in the manual. Any help appreciated.
-
From what I can tell, there is no built-in PLC simulator within RS Logix 5000, and I have to download a separate package that requires another licence to be paid for? Is that really the case??
-
Hello, The company that I work for wanted me to design and build a FIFO loader. For those who do not know what a FIFO loader is, it's basically a lift that runs up and down and filling up the magazine slots with pcb's. After I finish the mechanical part i'll try to program it by using a CPM2C - 20. I have already played with CX-programmer and learned my self a bit, for example how to program simple things such as AND and OR gates for controlling motors and lights. Really hard part for me was figuring out how to create a program that reads data from the encoder and use it to create positions which the motor will stop at, and i have not yet figured it out. I've been trying to google it without any luck, the only thing of real info i've got is a 650 page long pdf file or CX-Programmer manual which is hard for me to read since i'm new to all of this. Would be great if any of you people got any source or maybe a manual which are easy to understand for new beginner like myself. A bit about the program i would like to make: The FIFO loader will have some buttons for selecting different programs, lets say you press first button to select "program 1". Then the machine should move up and stop at posision "50" (there are 50 slots on PCB magazine) after it gets signal from pneumatic actuator (which will be used to shove pcb inside the slot) its should move to position "49" and so on.. If FIFO loader is located at "home" position and you press second button to choose "program 2", then it will move to slot "49", wait until it gets loaded, and continue to slot "47" and so on.. The meaning of this is to make a loader which can select a program to fit pcb's with different size of components.
-
How do I add a constant string to a CompactLogix PLC and RSLogix5000? How do I copy one string to another? I have found links to using the COP instruction, which is fair enough, but the source parameter needs a tag and not a literal. How do I get a value into the tag? Can I really only do it when online? I'm new to Allen Bradley, and finding string usage to be very confusing so far.
-
hi, im student im trying to make a position control with the misubishi serie of servos, i have 2 mr-j2s-20a and 1 fx2n-20gm i was reading the manual i didnt readed all yet, i wat to know if i can control the position with a fx2n plc and if someone can send me a example of a code using it. thx for your attention
-
PAROCK1 for HMI/SCADA View File Now a software solution is available for your Modbus (MB) needs in Rockwell/Allen-Bradley Control Logix or Compact Logix (Clgx) family processors, instead of a traditional 3rd party hardware like Prosoft MVI-56, Molex SST-SR4-CLX-RLL etc. It is an Add-on instruction (AOI) for PLC/PAC firmware v16 or later, (other solutions are available for pre v16 systems). For hardware interface, use PLC’s channel 0 (serial) or TCP/IP Interface module(s) to have as many MB TCP/IP devices or serial devices. (Some limits apply based on system configurations, Comm. settings depending on HW used.) Connect any MB Client/Master or Server/Slave device(s) to your CLgx PLC, including flow computers, analyzers, VFDs, Power Monitors, Level gauges, Smart I/O, etc. All the MB public/native function codes are supported. 32-Bit integers/floats as single entity are supported with byte and word level swapping. A separate utility automates the data mapping to your PLC logic. Features -Serial Master (BASIC required Option); TCP; Slave; Redundancy; More than 5000 accumulative registers; MB CFC (Custom/Private Function Code) Support; Data mapping too – Between PAROCK1 & your PLC logic; Packaged with Rockwell; TCP/IP Interface Module; Volume Discounts; Annual Support Requirements -Rockwell/AB-CLgx processor with v16 or later. Contact PCI for earlier versions. -If using CPU’s Chan0, you cannot use Chan0 for any other user mode activity. You can use it for non-user mode activities -TCP/IP Interface Modules from Rockwell/AB supported, are: -1756-EN2xx ControlLogix® Ethernet/IP communication modules, firmware revision 5.007 or later -1756-EWEB ControlLogix Ethernet/IP web server module, firmware revision 4.006 or later -1768-EWEB CompactLogix Ethernet/IP web server module, firmware revision 1.002 or later -1769-L30ER, 1769-L30ERM, 1769-L30ER-NSE, 1769-L33ER, 1769-L33ERM, and 1769-L36ERM CompactLogix controllers, firmware revision 20.011 or later -1769-L24ER-QB1B, 1769-L24ER-QBFC1B, 1769-L27ERM-QBFC1B CompactLogix controllers, firmware revision 20.011 or later -1769-L16ER, 1769-L18ER, 1769-L18ERM CompactLogix controllers, firmware revision 20.011 or later Other Related Services/Items -Custom PLC Add-on instructions building -PLC upgrades, troubleshooting, applications -PC Windows, iOS5, Linux, Mobile devices Comm. Drivers -Custom development, Technology Transfer Services -Other Non-AB communication drivers for serial or TCP -Full control system integration, training, architecture design This driver can be conviniently used with Visual Studio in development of complete large scale complex HMI/SCADA Systems. It can be used to perform advanced reporting MES, analytics, IoT, Big data type apps. One example is available to download here For More Info Overview of Parijat Drivers: Click here Additional supporting Info about Parijat Drivers:Click here Complete Related Driver options: Click here Submitter Scadadoctor Submitted 03/10/16 Category Other PLC Demo Software
-
Version 3.11.2.0
518 downloads
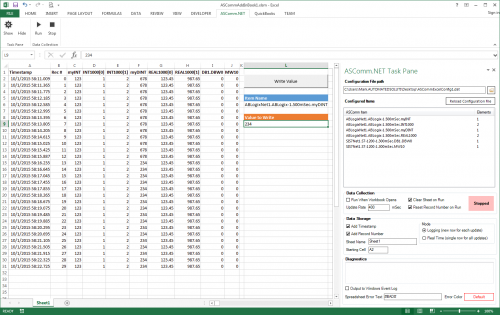
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 (version 16) spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Allen-Bradley ControlLogix, CompactLogix, MicroLogix, Micro800, PLC5, and SLC500 communications. No OPC, DDE, external drivers, or programming required. -

[Demo Software] - Excel Add-in for Allen-Bradley Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for Allen-Bradley Data Logging ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Allen-Bradley ControlLogix, CompactLogix, MicroLogix, Micro800, PLC5, and SLC500 communications. No OPC, DDE, external drivers, or programming required. Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -
I have been programming Omron plc's for a while but have not used any servo drives. I have customer who is free issuing the following equipment for a project he wants programmed.: cj1m cpu21, r88d-gt04h, r88d-gt08h, r88m-g40030h, r88m-g7503h-s2. The small drive is connected to a simple ball screw moving a stop. The second drive is connected through a gear box and chain drive full details not known to date. I have read the cj1 manuals and will be generally using pls2 commands for the position movements. Are the drives plug and play? If I connect the drives leaving the parameters as out of the box defaults should the drives operate using the pls2 command. In this condition I assume it is 10000 pulses per rev of motor. I can scale positions with maths in Plc and send the required pulses. Any guidance appreciated to confirm I am on the write track. I assume I could also use the electronic gearing parameters. Any examples using 5mm ball screw!
-
Multiple PLCs CIP Messaging Single CLX Main PLC
Stockman posted a topic in Allen Bradley / Rockwell Automation
I have a project that has moving carriers that each have their own CompactLogix processor onboard communicating over wireless to the main Controllogix PLC. When each station needs to update the supervisor or vice versa we enable a CIP Data Table Write to the other PLC. We have 36 moving stations basically, and one main. Looking for any tips from anyone who has had a similar project. We have lost messages in our trial and may need to sequence the messages. Thanks in advance.