
Search the Community
Showing results for tags 'servo control'.
Found 204 results
-
I am a technician at a large repair facility and we often have Beckhoff control panel displays come in for repair. I'm having trouble using Twincat to set up the buttons on a CPxx to test the buttons and assignable leds. We have a PC running windows XP with the twincat software, a CP9035 pci card to connect the CP to the pc, i can see the PC's display on the CP and also recognize the CP in twincat, just unsure how to map testable functions to the keys on the CP. Hope this all makes sense. Hopefully there is a Twincat guru out there that knows how to do this. Thank you!!
-
Hello everyone, I have a quick question regarding Din rails, chassis ground and ground loops. Here is where I am getting confused. I connect my back panel to earth ground which, connects my control panel chassis to earth ground. I screw din rails on my back panel. Question #1: logically, my din rails are now connected to earth ground through the screws connecting to din rails to the back panel. Am I wrong here? As I have seen in many control panels, I connect a ground terminal block to my din rail and connect it to earth ground (the terminal block couples with the din rail through metal clamps). I now use that ground terminal block as a single point source to ground all my other components in the control panel (I connect my ground terminal block to earth ground using a wire).. *** the ten thousand dollar question is Didnt I just create a ground loop between my ground terminal block mounted on the din rail and my back panel chassis ground. For one reason or another the two different location might be at slightly different potentials causing current to flow. Where is my logic off here???? Thank you
-
I am searching for the Replacement of the Ultra 5000 Servo Drive as i cant get online to it with the Ultraware software over wireless plant network. In order to get online i have to connect serial cable every time. And the Drives are used in time critical assembly line kind of environment. So is there any other replacement which works as intelligent as of Ultra 5000 and also have additional feature of built in Ethernet port which can help me to get online with it wireless over plant network.
-
Hi, I have begun to look into some positioning equipment we have had for a while. There is a CQM1 CPU51 connected to R88D-U series servo drives, and a CS1 with C200HW-NC113 and a R88D-U. I have found WinMon on myomron, but not tried to install it yet, will it run at all on a Win7 machine or do I have to dig out some older PC? Same with the NC unit, there is mentioned a SYSMAC-NCT program in the manual, but I have not been able to find this anywhere, Is this still a commercial item? Are there any newer software that will communicate with these old units? If we decide to upgrade any of this, will we have to replace all, or is it possible to reuse the servomotors or other parts? This is all for educational purposes, no production or safety issues involved. I would of course like my students to work with the most updated systems, but unfortunately we are on a limited budget :( Geir
-

A simple tutorial .smc2 project program for motion control (1) G5 servo
lamboom posted a topic in NJ Series / Sysmac Studio
hI.. I've asked for this in the past and, so far, haven't been very lucky. Most of the projects I run into have 4 or 5 axis, lots of analog and sensor input.. or don't have the HMI part of the "Machine" I have a nice NJ 101-1000 with the NA 7 inch HMI.. along with a R88BD-KNA5L-ECT servo and a 50W G5 motor.. type R88M-K05030H-S2. All On a nice rack with power supplies and some EtherCAT I/O (It all functions .. even "MC Test Run" gets the motor to jog .. But.. no way to "home" it.... The motor is in "rotary mode" but... it's NOT got an Absolute encoder.. it's a incremental... sniff! I just want it to stop on zero ..Or anywhere, and call it zero ... and make moves plus an' minus in degrees, that's all.... I assume I have to send it some signal (push button) while it's spinning that tells it it's in "Proximity" to home and it then it does something which makes it end up on zero. I've homed a lot of linear motors (LinMot) an' they are very easy to work with. But, Omron has 10 different homing modes .. and they aren't very well explained. Well, they aren't explained at all in that 502 page user manual... you have to already know how to do it, in order to understand the explanation... Example: Take the "Home Proximity Input Signal" .. I can imagine what it might do, to help control a move to home. I can even imagine what's making the signal .. and that somewhere there is a place where the homing parameters are set... like the "axis setting table" .. but, it's not a Global Variable, or a Data Type .. I could imagine it gets into the system from the CN1 I/O connector? or some I/O somewhere? But.. I grow weary of imagining how this system actually works.. Building a simple working project, from a tutorial, or even downloading a simple working project (.smc2 file) and making the minor adjustments to fit my equipment ... would make all the difference in the world. I've searched Omron's Libraries of .smc2 files. Haven't found any yet that aren't on the level of "Top Gun" (a seriously complicated project for a 1-week training class) ... Oh there are several.. related to IAG object files .. but those Library files are not "working projects" intended to serve as a Tutorial.. they are limited projects, ready to be configured with IAG Object files, and "your" programming ... So that you can write the programs you need "faster"... which is nice... but, no help here. Somewhere out there.. is a nice simple .smc2 project file where you get to control a simple motor from the HMI ..Preferably using an NJ CPU and a NA HMI .. home the motor.. jog the motor and input a few "go-to" positions... sigh!.. Like you would do in a One or Two Day class... This kind of thing should be already be available in the Sysmac Library ... Thanks much for listening.. sorry about the rant. -
Version 1.0.0
560 downloads
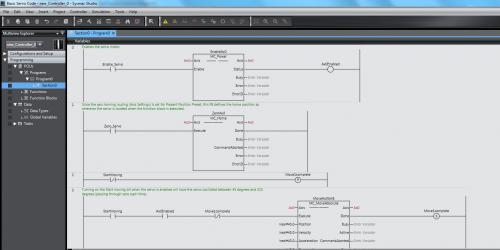
This is a very simple ladder program that shows the basic steps to enable, zero and move a 1S servo using the NJ controller. -

[PLC Sample Code] - Basic Servo Control Code for NJ and 1S
Michael Walsh posted a topic in Download Comments
View File Basic Servo Control Code for NJ and 1S This is a very simple ladder program that shows the basic steps to enable, zero and move a 1S servo using the NJ controller. Submitter Michael Walsh Submitted 02/10/17 Category PLC Sample Code -
hi all master mind I m irfan from Pakistan I want to drive servo motor with plc Mitsubishi fx3g.friends how create the A.pulse and B.pulse in the programming ladder for servo Drive. respected masters solve it problem with thanks
-
hello everyone, Im new with schneider electic , ı m planing to work with Altivar 630 variable speed drivers and i want to control it with M241 plc in somachine . but when i want to configure in somachine i could not add the driver to my hardware. is there any document about it ? or does anybody control it like this ?
-

Can someone explain how an FFT works in regards to servo motor tuning?
Ballen22 posted a topic in General Topics - The Lounge
Hello All, I'm in the process of tuning a motor and I understand almost everything that is happening. The only thing that doesn't really make sense is how frequency relates to the speed of the motor. For instance, let's say my 3db point is at 100 Hz. I understand that from 0 to 100 Hz my motor is stable. If I have a 3000 RPM motor, how does 0 to 100 Hz relate to the maximum speed I can run the motor and still have precise positioning. Thank you -
Omron PLC-HOW TO connect and control I/O throug
-
Hello to everybody! This time I need to make a program to control temperature ... Some help? I don't know how to use an analog module, I'm just starting to working with them. The PLC I have a FX3u-32MR/ES (Mitsubishi), and I have the modules; FX3u-4AD-ADP and FX3u-4AD-PT-ADP for temperature measurement. PLEASE HELP? Have a good day!
-
i need a example code for position control of MR-J3-20A with QD75D4 as intelligence module. and i want to see the parameter if possible
-
EMS provides low cost analog sensors useful for PLC analog inputs. For example the $25 temperature sensor (+/- 2%) is a useful and inexpensive way to monitor for an over temperature condition in a panel cabinet. emssensors.com AC voltage and current transmitters can be a useful way to monitor motor performance. Even the sound level sensor can be a good way to generate an alarm condition for a bearing failure.
-
does anyone can help how to connect plc fx2n-16mt with servo drive mr-j2s-40 and motor servo hc-kfs-43 ? please give me wiring schematic thanks a lot
-
Code compliance Re migration from PLC5 to Control logix 500
MAbbasi posted a topic in Allen Bradley / Rockwell Automation
We are replacing the Old hardware from PLC to new Control logix hardware. wondering Application of IEC-61508 and IEC-61511 compliance in this brown field project. Any Thoughts ?? -
We have a Panelview Plus 600. One of our panels is labeled "Motor Control," in charge of turning on/off different pumps. The problem is while the system is running, clicking the on/off button will not turn any pump off. When the system is shut down, the pumps can be turned on and off but not when the system is running. I'm trying to shut off one pump without shutting the whole line down. Any help is appreciated. Thanks.
-
We have a Panelview Plus 600. One of our panels is labeled "Motor Control," in charge of turning on/off different pumps. The problem is while the system is running, clicking the on/off button will not turn any pump off. When the system is shut down, the pumps can be turned on and off but not when the system is running. I'm trying to shut off one pump without shutting the whole line down. Any help is appreciated. Thanks.
-
Which type of electrical panel is most reliable, give some idea about that ..?
-
I just need to understand a little bit more about the PCS7 architecture, if someone could point me to a document or a video or something, or just give me a few sentences to break it down it would be greatly appreciated. The reason being, we have a quote that we are working on for a customer over seas and are being told to quote our equipment with an S7-410 PLC. I am very unfamiliar with Siemens in general, but completely unfamiliar with the PCS7. Our equipment is typically if not almost always stand alone equipment that communicates discretely to the rest of the facility. Our equipment is not part of a process line, but rather feeds the process line equipment what it needs to perform its operation. I have been led to believe that the S7-410 PLC must be part of a DCS, so it does not seem like the correct fit for our equipment. I just want to confirm this and learn a little bit more so I can explain to our sales folks and ultimately the end user why it is the wrong option for us and our type of equipment. Thank you!!! Heather
-
Hi Everyone, I have a PowerFlex 525, in Velocity Mode with a Encoder Card "25-ENC-1". We are controlling this drive via TCP/IP with a 1769-L32. Through the PLC if I try to toggle the Bit for "Pos Redefine" in A560 [Enh Control Word] it instantly turns back to 0. But through the Parameter List Editor I am able to toggle A560. For My function I need to have the drive in Velocity Mode, If I change the drive to Position Mode I am able to toggle "Pos Redefine" Any Thoughts would be great
-
Hi guys, been using this site for a long time, it has come in handy alot. However I have recently taken on my first servo project, heres an overview of the project We have a filling machine that has a separate dosing system to the filler head. It used to keep the dosing in time by adjusting a 0-10v signal to an inverter to make sure that a flag makes a sensor in a set window. I have installed an encoder on the filling head and an mpl servo to the dosing. I have then used an MAPC instruction to follow the encoder, the cam is 0-360 and it follows a straight linear line. I have installed of this as a temporary set up on one of the filling machines (we have 2) and it is working perfectly. I have now installed this on the second machine as a permanent set up with a panelview plus 7, L71 cpu. However it is giving a very strange problem on first power up, the encoder is giving the exact same position as before it was powered down. however as soon as the MAPC executes the servo axis faults, giving an overspeed fault. the servo doesnt even look like its attempting to move (however it is through a 10-1 gearbox). if i then home the encoder it then runs absolutely perfectly until it is powered down again. I am beginning to think it may be to do with the master lock and cam lock position, as the cycle stop position of the two machines are different. however I just cant seem to get my head around i the difference between them. Hopefully that makes sense any help would be greatly appreciated Thanks Rhys c1_dosing.ACD
-
Hello All, I'm completely new to the motion control systems and I'm interested in learning servo programming and motion control. I was trying to find a good resource that I can start learning from A-Z, but I couldn't find any. I have a demo kit with compactlogix processor and two kinetix 6500 drives with servo motors. What is the best way to learn it. If you guys have any resources or basic sample program please help me. Any learning material would be helpful. Thank You All
-
I have a Mitsubishi servo Pak #MR-J3-40B with an error 25 and 95 flashing. Could not find any help on the web or in the manual. Any help appreciated.
-
Hi, Is there any setup to manage alarms in one PLC from multiple CX-Supervisor runtimes running on different computers? If I get an alarm, it shows up on both runtimes. If I acknowledge from one runtime, I also want it to be gone from the list in the other runtimes.




