Search the Community
Showing results for tags 'nx1p2 and g5 incremental servo'.
Found 160 results
-
I made an Ethernet connection between an NX1P2 and a CJ2M using network configurator and I already have a real-time data input and output connection in the memory of both plcs. I need to send a 20-byte word and when the NX1P2 is modified in the CJ2M using Sysmac Studio, it receives that string of bits, decompresses each bit to be able to activate the NX1P2 outputs.
-
Can someone please help me figure out how to create a 12 hour long timer function in Sysmac? Or at least help me determine which timer function (in any) is best suited to create this long of a timer? Or will this require a counter instead? If so, does anyone have an examples on how to go about this? I'd like this timer to start it's function when powered up, and after the 12 hour timer is finished I will have it open a certain page on my HMI. Thanks!
-
Hello, Is there any easy way to make "HMI like webserver" for omron? I did not even found any examples how to make one. wago have very easy way to make webserver for your project. ( https://www.youtube.com/watch?v=xjK9UNWqeEA ) Engineers need to use Hmi rarely, so webserver would save money. Every service engineer have laptops, but are not familar with plc, so we can't give them sysmac studio. Feels stupid to change brand because we have allready used NX1p2 in many other applications. Is there any 3rd party options for webservers? Thanks for answers!
-

Two Keyence Ethercat devices not working at same time
taxidelt posted a topic in NJ Series / Sysmac Studio
I am trying to use two different Keyence measurement devices but it won't let me use both of the ESI files (that are different files). Which every I import first either the TM-X5000 or the LJ-X8002 it will work but when I attempt to bring in the second device I get an error saying "that ESI file already exists" and won't allow it to be used. I've attached the two ESI files I am attempting to use that were downloaded from the Keyence website. I am using an NX1P2-9024DT1 controller and running Sysmac Studio ver 1.52 ( I know this is out of date but I cannot connect to the update server due to my works network security). Downloads_20240129_232701.zip *edited to add actual error message code* "- The same slave exists in the installed ESI file. Please uninstall it and try again. Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Parameter 128Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Parameter 256Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Parameter 32Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Parameter 512Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Parameter 64Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Result Data 128Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Result Data 256Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Result Data 32Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Result Data 512Byte) Keyence TM-X5k_CB-NEC20E.xml(Installed : Keyence LJ-X8k_CB-NEC20E.xml - Result Data 64Byte)" -
Performing Linear Interpolation between a Rotary and a Linear Servo
GM189 posted a topic in NJ Series / Sysmac Studio
Hello everyone, new to this forum! I'm asking for advice on the synchronization between a rotary and a linear servo. Let's say, if the linear motor moves 20 mm the rotary one should turn 10 times (3600 degrees). It's a very similar situation to this thread. So there's 2 points to consider: 1. Can I perform linear interpolation if the rotary motor is working with modulo (from 0° to 360°)? How should I write the MC_MoveLinear parameters in order to achieve that with more than one turn, that is, target position beyond the modulo range? 2. I've also considered using electronic gearing, which would make my life easier with calculations, but if there's any type of delay between the servos (aka catching phase of the MC_GearIn) it could result in tool breakage. Is there a way to use electronic gearing while guaranteeing both acceleration and deceleration stay in sync? The CPU I'm working with is the NX1P2-1040. Any advice is appreciated, thanks in advance! -
I'm using a Mitsubishi FX5UC PLC to control some Minas A6S servo drivers. Previously I've always used a pulse train and discrete IO (it's the way things have always been done here). This time I'd like to use Modbus RTU over RS-485. I'm pretty confident that the RS-485 wiring is correct because I'm getting an exception code back from the driver rather than the messages from the PLC timing out. I've been reading the manual called Operating Instructions (Overall) for the MINAS A6 series, particularly the communications supplement. I may be misunderstanding this, but the Modbus implementation appears to be non-standard. Specifically, in Schneider-standard Modbus, after the slave ID (or in this case, axis ID), the next part of the message is a function code that specifies the type of command; 01h is to read a coil, 05h is to write to a coil, and so forth. Whereas the Panasonic manual describes a different list of commands - to read the driver serial number it would be command 0, mode A, which gets transmitted as A0h. Documentation screenshots are attached. The PLC function ADPRW only works with standard Modbus commands. So what I'm wondering is, am I misunderstanding the communications supplement, or do I need some code specifically for these drivers? If the latter, I would assume that someone has already written a function block or a predefined protocol definition for this hardware. Does one of you fine people have one? Thank you in advance for the help!
-
¿Alguien sabe cómo crear un puente entre un plc nx1p2 y el escritorio de una PC para crear, abrir, cerrar o eliminar archivos txt o cualquier otro?
-
Hi I want to adjust servo motor but I cant .After finishing the tuning error C004 is displayed
-
Hello, Seeking for assistance on how to program the below conditions, If I wanted to see the history of the total numbers per hour, like it will be displayed in my HMI Events Screen. How will I do it? Attached image is the one I am trying to work on, but still not working. Do you have any other suggestions what to use in the program for me to be able to display the logs per hour? Thank you for any help you may give.
-

NX-RS1201 One Touch Tare Subtraction Execution
razelmania posted a topic in NJ Series / Sysmac Studio
Hello, Seeking for your help on my load cell module RS1201, I am having trouble on how to activate the Ch1_One_touch_Tare_Subtraction_Execution. I have used it on my HMI using that address for tare, upon pressing the momentary button the value would change to zero. But if I release the button, the value would turn back to it's initial value before pressing the Tare Button. How will I be able to zero it? Thank you for any suggestion you may give. -
Hi, we have one PLC that throws many errors on task period exceeded. checking the status, this warning have come over 15000 times since when ever it started couting it. Max cycle time is 2.83ms while max allowed task is the default(?) 2ms. We think it has something to do with the block for the barcode scanning. this blockas around 134ns cycle time when it seems normal, all other blocks is around 4-8 ns. How can we make sure what part that sometimes exceeds the 2 ms execution time?
-
How to create a weight totalizer program in sysmac studio
razelmania posted a topic in NJ Series / Sysmac Studio
Hello, Seeking for your assistance on how to create a weight totalizing program using my NX1P2-1040DT1. I am having trouble creating one, since I am just learning this for the first time. Does it have special instruction or function block to directly totalize the numbers or should I use increment/add instruction? and Where should I move the data to store it as one? Thank you for any suggestions you may give. -
Illegal User Program/Controller Configuration and Setup
SKA AB posted a topic in NJ Series / Sysmac Studio
Hi. I have this project to rewrite the code for a station of several machines. Currently i tried to run the simulation with the CPU NX1P2-9024DT1, Unit version 1.8. Why does this error arrive? I Run Sucky win11, Sysmac v1.52 -
I am currently trying to connect my OMRON NX1P2 1040DT1 (Using CIF-105) to my Unitronics V570 PLC, With my OMRON PLC as Master. It seems as if Unitonics Rs485 only wants a six-wire connection type but my OMRON PLC wants a 2-wire or 4-wire connection, Wondering if anyone has a solution to my problem and can assist me.
-
How to change encoder reading from positive to negative
automationtalk posted a topic in NJ Series / Sysmac Studio
Does anyone know how to change the reading on Omron servo motor reading from negative to positive? The encoder is reading negative values when it is moving in the forward direction. I am using 1S servo on NX1P2 controller on Sysmac studio software. Please suggest. -
Just added a Keyence IV3 vision sensor to my NX1P2 system and have a little issue with the Tag Set / data structure. The Input and Output assemblies imported with the .eds file are an Input assembly of 101 with 394 byte size and an Output assembly of 242 with a 12 byte size. The problem I have is that the 101 Input assy size of 394 bytes does not allow me the OK/NG status of the vision tools from 17 to 64. I need an additional 6 bytes to access these bits in my data allocation table. My question is, Is it possible to modify this Input assy to a larger size that is acceptable to the NX1 data structure. I tried just altering the size in my Ethernet IP connections tab and creating the corresponding tags in the data structure and it resolved and transferred OK but then would not allow my IV3 sensor to go online and communicate via Ethernet IP. How can I resolve this?
-
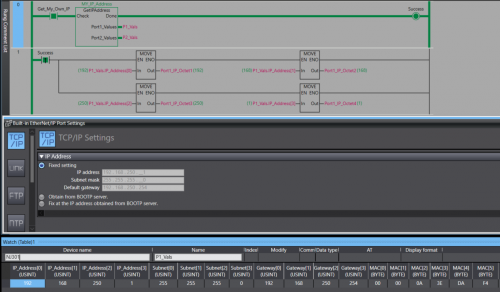
View File NJ/NX Get IP Address A Library containing a function Block that can be run on any Omron NJ or NX PLC. The Function Block will retrieve the host PLC's IP address, Subnet Mask, Gateway, and MAC Address. The Port Details are presented through 2 structures , 1 per-port. In the event the PLC only has one port the structure for Port 2 will be blank. Submitter photovoltaic Submitted 12/12/22 Category PLC Sample Code
-
Version 1.0.0
76 downloads
A Library containing a function Block that can be run on any Omron NJ or NX PLC. The Function Block will retrieve the host PLC's IP address, Subnet Mask, Gateway, and MAC Address. The Port Details are displayed through 2 structures , 1 per-port. In the event you only have 1 Ethernet port then the structure for the 2nd port will contain all 0s. Data Format: IP Address - USINT[4] Subnet - USINT[4] Gateway - USINT[4] MAC - BYTE[6] (hex value) Access the retrieved details by the typical parent-child tag structure. ex. Port_1_Detals.IP_Address[0] will get the first octet of Port 1's IP. Tested on: NX1P2, NX102, NX502, NX7, and NJ301 IMPORTANT: This Function Block should not be run immediately after startup. Allow the PLC a few seconds to establish a connection with the Ethernet network. -
Hi, I'm developing an application in C# and need to communicate with a plc omron NX1P2. How can i do it? With cx-compolet? Or is there another way?
-
Does any one know any instruction that rotate the 1S Servo Motor continuously with angle(0 to 360) and velocity control ? https://forums.mrplc.com/index.php?/topic/35459-omron-g5-servo-drive-rotary-mode/#comment-165564 Above link may be quite close to what i want. But I have no idea how to set it up Simon
-
I have a test station to test MR-J2S Servo drivers, I am looking for something unique in the drivers to be able to save data about that test. First thought was the SN, but i am not seeing any way to pull serial number from the driver. Only found it on the side of driver and really don't want people having to type it in , cause usually they type in the wrong numbers. Does anyone know of a way to get the serial number out of the driver? or at least where it could be found? Or any other unique identifier in these drivers?
-
Hello, I am beginner at servo and its driver. i am using MRJ4A driver and HG SR102 servo motor. i want to make my servo stop or alarm when the load is over the maximum load that i set by my self. what parameter should i set to limiting servo load even if the servo motor strength enough to lift the load.?
-
Hello! Is there any FB for average value calculation? I did add Value to int every secend and devide it value by passed secends. Only problem is that by the time goes on int will be full?
-
Hi: Has anyone use Fins Command with NX1P2 (or any NX/NJ). I try with Multiway with "[!]: Command format error (1004)" Below is the command from multiway 800003000100000100060101820001000003 Data memory are define in global variable table as A as %D1, B as %D2 and C as %D3. The relevant setting are done on Fins Setting and Memory Setting in the PLC. Anyone ?
-
Hi Everyone. I have been tasked with changing out an older Flex Drive servo drive to a more modern Micro Flex drive in a machine that has an Omron CQM1H-CPU51 PLC. I'm having a few issues but hope that i can gain some clarity around at least one of the hurdles Im facing from here. Biggest issue for me at this moment is My work hasn't yet purchased a programming lead for this PLC (or even the bits required to make one myself) but i have a feeling the control for the Servo is done via motion control in the PLC. Question here is, if changing from one servo drive to another type, will the motion control code need to be updated to work with the new servo drive? I have very limited experience with motion control itself at this stage so I'm a bit lost when it comes to these sort of details. Regards Kiwi_man82