
Search the Community
Showing results for tags 'gx works indirect address program how to make program simple'.
Found 170 results
-
Hello I'm currently running GX Works 2 Version 1.60SF What is the latest Version? and how do I obtain Thanks Gary
-
I have a setup the contains the following components that are locally connected through an Ethernet switch: FX5U PLC ------------------------ IP: 192.168.10.10 GOT GS2107 -------------------- IP: 192.168.10.18 2x DAQ LabJack T7 pro ------ IP: 192.168.10.13 and 192.168.10.15 My laptop ------------------------- IP: 192.168.10.11 I am using the DAQs to be able to read many Analog signals. The DAQs working as servers, which the PLC is the client which are connected through Simple CPU Communication function in Gx Works3. The PLC is reading the holding registers in the DAQs at a specific timing rate (100ms default). I tested the communication and it is working good. Here is the problem: If the laptop is connected to the network during the communication, the communication is time out after a some time (few minutes up to like 30 minutes). I checked this through the Simple CPU Communication Diagnostics as shown in the photo. I don't know why this happening. I tried many things including: 1. Reduce the communication execution interval. Instead of 100ms, I changed it to be 200ms. -------- Still have the same issue. 2. I tried to avoid connecting the laptop to the Ethernet network by connecting the PLC through the GOT which has a USB port, and it is working without timeout. I mean I can program, monitor, and watch the PLC by the laptop through the USB connection to the GOT. However, I want to log some data using the CPU Module Configuration Tool software, which supports only Ethernet connection to the PLC. Also, I want to use the real time monitoring through the GX Logviewer software, which also supports Ethernet connection only. 3. I have setup the External Device configuration to have MELSOFT Connection module and two active connection module, but still have the same issue. Another annoying point is that I cannot detect the status of the connection. I have to keep watching the Simple CPU Communication diagnostics. Could you please help me to solve this issue. Regards, HZ Image.jfif
-
Hi, I have a licensed version of Melsoft IQ Works. It has GX Works3, GX Works2, GT Developer (1000), GT Developer (2000), plus a whole bunch of other software packages that I have never used but it does NOT have GX Developer. The site I work at has a couple of old A-Series PLCs that I cannot open with GX Works2 or GX Works 3. These files have been successfully opened in GX Developer on another computer, but I do not have it on my computer. Does any know, does IQ Works not come with GX Developer? How do I get GX Developer? Does it have to be purchased separately? Any help is much appreciated. Kind regards, Olly
-
Hi all, I have an issue with Mitsubishi GOT Simple Series. After write to GOT, everything okay. All the hmi button functioning well. But after turn off and on the hmi, It will appear "SCREEN ERROR". Any idea what can I check?
-

Gx Works 2 & Fernhill SCADA, cannot create bit IO tag, melsec error 4031h?
Dadde posted a topic in Mitsubishi
Hello, I have a Q02CPU and QJ71E71-100 terminal and want to do a simple test of the Fernhill SCADA system. I have successfully connected the Fernhill software project to my PLC and gotten a word variable from the PLC be represented by a tag in the Fernhill SCADA system. However, I have issues doing the same for my bit variables. In Fernhill they should be internal relays but I get error 4031h in Fernhill: Melsec Error 4031h - The specified device number is outside the device range. I do not understand what is wrong. My PLC variables are each a global variable, internal relay in other words. In Fernhill I define each tag as an internal relay. The "device" from my simplified understanding is the identity of the variable in the PLC. It matches the PLC and Fernhill as shown in the pictures provided. Thanks in advance! PS. I don't get the error if I define the tags as Data Registers instead like I did for the analog variable. But 1) That is not what they are and 2) The tags don't change when the PLC variable is modified. Just a bit suspicious that it stops complaining when it is clearly incorrect... -
Hi all, I am working on a safety PLC conversion project, for which I need to identify the input word address configured on a PSS AI IP card. The manual from the official website shows the address configuration via a DOS tool. I do have PSS SW PG WIN 4.9, but the project file has been created with PSS WinPro 2.3. Within this software there is only the option to configure how the input channel behaves, not which input word is used (see attached screen grab). Anyone with a distant memory if the addresses can be set with PSS WinPro?
-
Hi all , I have been using MELSEC - Q series plc for the past two project i dont find any issue with that but for the third project used same PLC same model but there is issue which I found unable to resolve The issue is when i try to communicate PLC using LAN cable by direct ethernet connection it works normally but by communicating using HUB network I cannot communicate, I checked all the parameters setting, I dont know what is the issue even contacted mitshubshi service to troubleshoot but they are not responding So here i am for your guidence to solve this issue see the images below to analyse this issue This connection is direct ethernet connection which works normally The parameters are set and writed to PLC The IP is set to my PC for communication When i try to find the cpu in the network it shows the cpu IP After that I checked for connection Test it show error I have also attached the Network route which i used to communicate Network Drawing.pdf I hope someone will help me to solve this issue Thank you , madhan ravichandran
-
Hi all, I have an issue with Mitsubishi GOT Simple Series. After write to GOT, everything okay. All the hmi button functioning well. But after turn off and on the hmi, It will appear "SCREEN ERROR". Any idea what can I check?
-
Hi all, I would like to know how to communicate scale indicator device mettler Toledo ind 320 using module QJ71C24N-R4 by predefined protocal I also tired to communicate in CH1 with the G.INPUT instruction to communicate when the device in MT continue mode it does communicate but I dont know how to convert value Now by trying modbus communication predefined protocal works fine but i cannot read data the is no SD/RD transmission happening Can anyone help me with this Thank you serial monitor.gxw serial monitor.gxw
-
Hi My system : plc Q03ud , simple motion module : QD77MS4 , software : Gx works2 , Application : rotary table and unit degree I send position and speed from HMI ( got 2000 ) , my problem is that when i want send 90 degree for position ( dmov d0 u0\g2006 ) , i have to enter the 9000000 from hmi . and for speed i have similar problem Position hmi ( 9000000 ) ===>> motor rotate 90 degree Speed hmi (100000) ==>> motor rotate with 100 degree per min
-
Create a project in GX Works 3 with R02 CPU. Migrate A1SH CPU Project to R02 CPU
Joao Marques posted a topic in Mitsubishi
Hello, I am trying to create a project in GX Works 3 with a R02 CPU, but in the "New" Tab "Change Module" Tab this CPU doesn't show. However, if i gow to Module Configuration i can select and drag the R02 CPU, but i can't define it as the CPU of the system. Another problem i have is that i need to migrate a A1SH CPU project to an R02 CPU project. From my understanding the software tool for A1SH is GX Developer and for R02 CPU is GX Works 3. Is there a way to convert the project or i need to do a new one and adapt it? Thank you. -
Recently had to get a program out of a millenium 3 plc which I had programmed a few years ago but the cable would not connect.The only difference this time ,as my laptop no longer had a rs232 port,was the use of a USB to rs232 converter. Having trawled the web I managed to find the circuit of the interface cable below. It looks like the signal from the computer uses the negative going part of the pulses which aren't present on most usb to rs232 converters. Is this correct?
-
Hi all I need to view a project in instruction list format on Mitsubishi GX Works 2. On GX developer the shortcut is Alt + F1 or View tab then press instruction list. Thanks
-
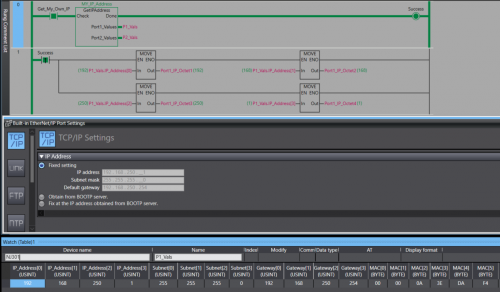
View File NJ/NX Get IP Address A Library containing a function Block that can be run on any Omron NJ or NX PLC. The Function Block will retrieve the host PLC's IP address, Subnet Mask, Gateway, and MAC Address. The Port Details are presented through 2 structures , 1 per-port. In the event the PLC only has one port the structure for Port 2 will be blank. Submitter photovoltaic Submitted 12/12/22 Category PLC Sample Code
-
Version 1.0.0
76 downloads
A Library containing a function Block that can be run on any Omron NJ or NX PLC. The Function Block will retrieve the host PLC's IP address, Subnet Mask, Gateway, and MAC Address. The Port Details are displayed through 2 structures , 1 per-port. In the event you only have 1 Ethernet port then the structure for the 2nd port will contain all 0s. Data Format: IP Address - USINT[4] Subnet - USINT[4] Gateway - USINT[4] MAC - BYTE[6] (hex value) Access the retrieved details by the typical parent-child tag structure. ex. Port_1_Detals.IP_Address[0] will get the first octet of Port 1's IP. Tested on: NX1P2, NX102, NX502, NX7, and NJ301 IMPORTANT: This Function Block should not be run immediately after startup. Allow the PLC a few seconds to establish a connection with the Ethernet network. -
Is there an efficient tool to manage and validate CX-Programmer addressing. Requirements: - Highlight Duplicate Address allocation - Compact/Defrag address range to avoid wasting memory space. Note: - Any FINS addressing will have to be reconfigured - This approach assumes symbol use rather than direct addressing in the logic.
-
there is a device in the program (main) that is outside of the range
techsupoortalpha posted a topic in Mitsubishi
Hello, Good Day All. I am facing this issue while I am going to copy old plc to new plc. but old plc having 4965 steps, once going execute this program to new plc its showing more than 8000 steps. please suggest on this. PFA. -
It will de nice to have an option for getting a cross-reference report for the AT address used on programs , as is now its easy to make mistakes double setting the same AT address on a program , specially this days that supplies of NA screens are not always availiable and using memory address is necessary for NB screens and SCADA communication and is difficult to keep track of the used address on a program , some times in global or in internals, right now its easy to make a mistake and use the same address twice , and this wont be detected on the compiling
-
Hello, I downloaded the program from the M251 PLC program, using the SoMachine4.3 environment. However, the downloaded program does not compile because the library is missing. The library is from a different manufacturer. Is it possible to find this library on the M251 PLC device? is there any way?
-
Hello. I start learn GXW3 and i have problem with simulation. I trying to connect GT Simulator with GX simulator 3, but it's doesn't work. GT Simulator 3 easy connecting with GX Simulator and GX Simulator 2 and it's working. So i can't say that problem in GT Simulator 3, but GX Simulator 3 works too, when i starting it. All software configurated without any errors (IQW,GTW3,GXW3). I using GX Works3 1.026C, GT Designer3 1.151H, IQ works (melsoft navigator) 2.12N. All time when trying to connect, popups this msg. Settings of GTS3 Note from HELP. Does someone know how fix this problem?
-
Hey guys I am strugeling with how to code a autotune algorithm in Gx Works 2 structured text. Does someone have any useful information or code to lend me, this is for a school project please help
-
Hello PLCmaniaccccssss, What is the unit of time in 'average time for the channel -1' (D8284) while programming for analog inputs? I have moved k10 to D8284 in my program in gxworks 2, does that mean the time average will be taken for 1Sec or 10msec or any other time unit??? I require this to eliminate the flickering of the input from the load cell transmitter. Thanks and God bless!!!
-
Anyone you know any books,software or educational package to learn plc program at home Please??
-
Hello everyone, may you all bless with the best. Can anyone please help me on connecting and programming In Modbus rtu INVT CHF-100A vfd with FX2n having rs485-bd module. I want to connect 11 vfd and one fx2n plc also .
-
Hello everyone, may you all bless with the best. Can anyone please help me on connecting and programming In Modbus rtu INVT CHF-100A vfd with FX2n having rs485-bd module. I want to connect 11 vfd and one fx2n plc also



