
Search the Community
Showing results for tags 'factory talk view studio'.
Found 232 results
-
I am trying to display the time from an Accumulation timer. Using a data display object I am able to see the time in the following format 00:00:00.0000000. Is there a way to format the time without the decimal seconds I just want to see 00:00:00 (hours:minutes:seconds)
-

Inhibit IO Modules Programaticcaly in Studio 5000
Strauss posted a topic in Allen Bradley / Rockwell Automation
Hi, Does anybody know if its possible to access the "Inhibit Module" tick box within the Hardware Device Connection tab from the PLC code? I'm hoping to turn this on / off depending on whether certain modules of machine are physically installed. e.g. A Kinetix Drive / Point IO etc. Thanks -
How to change encoder reading from positive to negative
automationtalk posted a topic in NJ Series / Sysmac Studio
Does anyone know how to change the reading on Omron servo motor reading from negative to positive? The encoder is reading negative values when it is moving in the forward direction. I am using 1S servo on NX1P2 controller on Sysmac studio software. Please suggest. -
Just added a Keyence IV3 vision sensor to my NX1P2 system and have a little issue with the Tag Set / data structure. The Input and Output assemblies imported with the .eds file are an Input assembly of 101 with 394 byte size and an Output assembly of 242 with a 12 byte size. The problem I have is that the 101 Input assy size of 394 bytes does not allow me the OK/NG status of the vision tools from 17 to 64. I need an additional 6 bytes to access these bits in my data allocation table. My question is, Is it possible to modify this Input assy to a larger size that is acceptable to the NX1 data structure. I tried just altering the size in my Ethernet IP connections tab and creating the corresponding tags in the data structure and it resolved and transferred OK but then would not allow my IV3 sensor to go online and communicate via Ethernet IP. How can I resolve this?
-
Hi I am working on a project in Studio 5000 with 5069-L310ERS2 controller. How can i simulate the program with RSLogix Emulate 5000? and When i try to add a new module in RSLogix Emulate 5000 it is only possible to choose version 20. When working in Studio 5000 v32 should I not be able to choose version 32? Thanks
-
Hi there, I'm downscaling my business in Western Canada and have some legit software licenses I'm going to sell. This was my first thought as to where I might explore selling/transferring licenses, but I'm also open to polite suggestions. I have: one Studio 5000 Full Edition ESD Software (9324-RLD600ENE) (software & valid license) two Siemens TIA portal software packages & licenses with Step7 v14sp1 and WinCC Comfort Advanced V14sp1 (software & USB dongles) an unused Simatic WinCC SmartServer license (software & USB dongle) one Progea Movicon 11 Scada/HMI developer license (software & USB dongle) one Progea Movicon NExT DEV3-FL (developer license) (software & USB dongle) an unused Progea Movicon NExT Scada license (RTCS3-F-1K+WB3-1K) for site install (software & USB *unused) one package of Schneider Movicon with license (Vijeo Designer, Unity Pro S, and SoMachine) (software & USB keys) Thanks! Mark
-
HI everyone, I'm new in Sysmac Studio and I entered recently in the IAG creation, I have a question, is it possible to edit directly in the main project (not the IAG project) a label into a IAG? My IAG project is composed by a rectangle and a label on this and i want to see the string that i write when i edit the label directly in the Sysmac.
-
How can I access an UR5 robot through Studio 5000?
Lucas Antonelo posted a topic in Allen Bradley / Rockwell Automation
Hello, everyone! I am following this YouTube tutorial where it teaches you how to add a block of Modbus server within Studio 5000 for communication with plc ControlLogix. The video: https://youtu.be/qcF4m7rPjkw However, according to a comment from the author of the video himself in my comment I can make such a connection through a Modbus device. How do I do this within ur5 and how can i access UR5 inside Studio 5000? -
View Designer Alarm's Message not showing
AlexGLV posted a topic in Allen Bradley / Rockwell Automation
Hi! I hope you could help me with the problem I've been having with this HMI. Usually I use the Instruction-based alarms (ALMD) in the program of my PLC Controller (ControlLogix 5580) to be able to send Alarm Messages to my View Designer Panel View. However, on this new HMI I'm getting the alarm trigger on the Panelview (I get the prompt on the Alarm Summary, and get the Alarm TAG of the ALMD Instruction associated with the alarm), but for some reason the Alarm Message is on blank. It´s the same for all the alarms on the controller. I checked again and the "Message" parameter of the ALMD is configurated, and even test just typing "a" as an Alarm Message to see if it was that the string was too long, but even with that the message didn't show up. Can you help me understand what I'm doing wrong? -
How to connect to a PLC from Studio 5000 on a VMware
NewEric posted a topic in Allen Bradley / Rockwell Automation
Hi and thanks for youre time I am a newbie trying to connect to a 1769-L30ERMS using an Ethernet cable. I am using Studio 5000 and RSLinx Classic lite for programming and communication. However Studio 5000 and RSLinx Classic lite are installed on av virtual machine using VMware. So my problem is two fold. Connect the VM so that it reads from the real computers ethernet port Find and communicate with the PLC from the VM There are guides on how these problems are addressed seperatly. For example https://www.youtube.com/watch?v=JdArYVceO1I and https://www.youtube.com/watch?v=ERLTvcBBK_w however I have not been able to get them to work together. So I was wondering if you, the sages of PLC programming might have some tips or trix that I could test or perhaps even a guide for how to do? Mvh Eric -
Hi All,Cx-Supervisor, NJ501-1340, Sysmac Gateway.I have been writing an update for a project and converting to this new controller.It's a pretty big project.Using a combination of Ladder and ST.Using Cx-Supervisor 3.5.I created some new Variables in Studio and made them Publish only.Started to create Points in Supervisor and made them I/O connected to the variables in Studio. No problems everything was connecting and working just fine.Then one of the points would not update. I could change it in the PLC and it would not change On the HMI.I deleted it and recreated it and it did the same thing. (sometimes points in Supervisor just stop working and recreating them fixes it).I then copied the control and pasted the old point into it and it did the same. Then other started to fail. Showing no reaction.I stopped the gateway and restarted, no help, I rebuilt the HMI, nope.The can check the tags in Sysmac gateway and they always change when the PLC changes but not the HMI.I checked the point maintenance in Supervisor and it would not change.I dumped all the affected variable in the PLC and in the HMI and recreated them. Then it got stranger.I could change some on the HMI and it would show in the PLC but not the other way.This is on Bools and UINTS.Stopped CX-server, tried using it with Win8 compatibility. nope.Pulling my hair out now. I should be coding but I'm trying to get the apps to work.Any ideas will be used with thanks.Peter
-
Hello, I guess everyone knows the current availability situation with electronic parts. Due to this reason I'am looking for alternatives for the Omron NA-Panel series. I'am curious if you guys already made some good or bad experiences with third party HMIs in combination with NJ/NX PLCs. It would be a pleasure if you could indicate some brands that will work. Thank you in advance.
-
NA HMI "NullReferenceException is thrown at SetLanguage"
Transistor posted a topic in NJ Series / Sysmac Studio
I'm editing a dual language project for an NA5 HMI. It's working fine except for the message at startup. To modify the project I've had to update the firmware on the HMI. I'm using Sysmac Studio 1.15. Startup language seems to be set correctly. Any ideas? -
Unable to delete a screen
lqu@edgeautomation.ca posted a topic in Allen Bradley / Rockwell Automation
Hello AB professionals, I am using FactoryTalk View Studio v11. I am basing on an old project to build my application. I restored the project from a .mer file. I deleted or renamed some old screens, saved and closed the project. But when I open the project next time the screens I deleted still show up. When I click on it it will show an error message "Component does not exist". In the FactoryTalk ME application, I right click a screen name on the left tree under the Graphics, and then click "Delete" or "Remove", the display would disappear at that time. But it persists on coming back next time I open the project. If you know the solution to resolve please reply. It is much appreciated. Thank you. Lei -
I'm working on a program where I manipulate REAL numbers in Sysmac studio using an NX1029020 PLC. My problem is I am new to automation and I don´t know how to display those numbers when connecting to an NB HMI. I´m trying to send the data to a bar picture and a number display. My question is which AT Specification Attribute should I assign to my variables in Sysmac Studio and their corresponding Area in NB-Designer? I tried using the DM area but it didn't show numbers on the displays, only shows *****. Should I convert my real variables in Sysmac first? Or how can I keep decimal numbers and then display them? My current configuration in Sysmac: Name Data type AT Network publish ST1 REAL %D5 Publish Only ST2 REAL %D3 Publish Only My current configuration in NB-Designer Bar Picture Addr. Type D Address 3 Code type BIN Number Display Addr. Type D Address 3 Code type BIN Data type Float Integer 4 Decimal 2
-
Hi all, Can i rename the master of numbered project (#1, #2... create used "save as new number" function)? Actually i can only open preferences window of the last number, and only edit Author and Comment. If i edit one on these two it only change it on the last number. Are there a method to change preferences for the "master" project and all the sub-number? If i would rename a project now i have to save as different project, and loose basic version control that numbered projetc provide (enought for me) and generate more confusion. In the single project i have no problem edit all Preferences include name. Versione: Sysmac Studio Standard Edition 1.47 Thanks, Andrea.
-
Currently have NX PLC setup as an OPC UA server and an OPC client setup and communicating. The issue is only tags that do not have a Data Type are showing up in the OPC client. I have 2 separate OPC softwares connected to this plc through OPC UA and both are having same issue. If I setup the OPC as a polling service, then all the tags show up as expected. Does anyone know if this is a known issue with Omron and their OPC UA server, or is there something that I am doing incorrectly (possibly a setting within Omron that I am not aware of)?
-
Sysmac Studio <--> NX701 transfer error 991 / 9007
Transistor posted a topic in NJ Series / Sysmac Studio
OS: Windows 7 on VMware virtual machine. Sysmac Studio V 1.13. What works: Ping to PLC. Sysmac Studio -> Controller -> Controller Communications -> Ethernet via hub -> Test -> "OK". What doesn't work: Starting with new project for NX701-1600 (correct PLC): Sysmac Studio -> Controller -> Online. -> Controller -> Transfer ... -> From Controller. The task seems to run to about 90% before stopping with the error: I can't find any reference to this error in the manuals. Has anyone got any suggestions to fix this? Many thanks. -
Failed to open factory talk private directory for the application
Jiggadoo posted a topic in Allen Bradley / Rockwell Automation
Hello! I have been working with a Factory Talk Studio V8.0 and my computer was crashed, "blue screen". After this, I can not open my panel project anymore, I only get information Failed to open factory talk private directory for the application. How to save my project? -

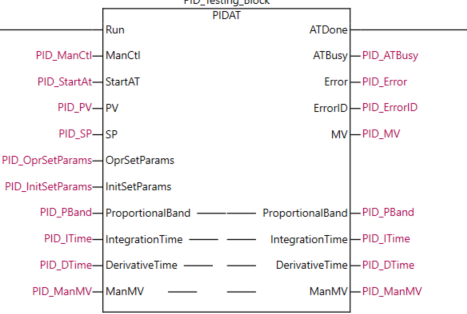
[PLC Sample Code] - Sysmac Studio Simple PID Example
photovoltaic posted a topic in Download Comments
View File Sysmac Studio Simple PID Example A simple test program and starting values for the PIDAT instruction in Sysmac Studio. Simply run the simulator (Simulation-> Run) and toggle the Test_PID bit. Simulated feedback will allow the loop to operate normally. The setpoint can be adjusted by modifying the PID_SP variable. There is a pre-programmed data trace that traces the SP, MV, and PV. To use the data trace navigate to DataTrace0 and start the trace, flip the Test_PID bit true and the trace will log 10k samples. Submitter photovoltaic Submitted 02/13/22 Category PLC Sample Code -
Version 1.0.0
60 downloads
A simple test program and starting values for the PIDAT instruction in Sysmac Studio. Simply run the simulator (Simulation-> Run) and toggle the Test_PID bit. Simulated feedback will allow the loop to operate normally. The setpoint can be adjusted by modifying the PID_SP variable. There is a pre-programmed data trace that traces the SP, MV, and PV. To use the data trace navigate to DataTrace0 and start the trace, flip the Test_PID bit true and the trace will log 10k samples. Change the SP and view the behavior when the trace finishes. -
B&R Automation Studio Copy Setup Status Hanging, Hardware Module Ver Update
jetJaguar posted a topic in Other PLCs
The summary of the issue is when attempting to update any hardware file or technology package, the package will hang up in the “copy setup” status. This state will remain indefinitely – no further progress is made past this point. These are the steps that I have used to troubleshoot this thus far: I always run Automation Studio as an administrator I have redownloaded the program a couple of times, storing the downloaded ~8 GB package in C:/temp Temp files are cleared prior to launching Automation Studio I have tested different internet connections. With and without going through the company VPN. Launching the package via local and internet connection to isolate if it is a TCP port blocking issue. At this point I’m curious if there’s different registry key changes which allow for deleting files from temporary directories… but that’s just a theory. I've attached some screenshots. What the function of the copy setup state? How can I progress past this state? I'll keep banging on the keyboard to figure this one out but if there is a good Samaritan out there on the web it would be MUCH APPRECIATED! -
How to connect two NB HMI's to NX102 PLC via Ethernet
NatC posted a topic in NJ Series / Sysmac Studio
I am new to automation systems and devices and I just want to know how to connect two HMI's (each one would control different things) to one PLC using Sysmac Studio and NB-Designer via Ethernet. The model of the PLC is NX1029020 and the HMI's are one NB10W-TW01B and an NB7W-TW01B. I searched for info about this topic online but I couldn't find anything that worked for me, I saw an article from OMRON where they connect two NB's to the CP series, but in my case, NB designer doesn't allow me to insert more than one HMI in the same project, I also found something similar on a youtube video that gave me an idea about how to connect multiple HMIs exporting the pks file and importing it to another HMI project but I still can´t figure out how to add both to my PLC. I would thank you a lot if you could help me with this because I know it's not a rare implementation, just I haven´t found the right way to do it. I also leave the links to the Omron article and the youtube video I found. https://www.myomron.com/index.php?action=kb&article=1554 https://www.youtube.com/watch?v=rXx5lut7G9I -
Hi, Could anyone help me out on how to extract the digits present in a string in sysmac studio... Thanks in advance !!!
-
I am starting an upgrade process for all my SLC50* PLCs and working out the communication of my machines for the upgrade. I ran into this complication I don't understand. I have 2 machines that work together using 1 HMI. Both machines have their own PLCs. Both are running SLC5/02 to 1747-AIC link coupler then to the 2711P-RN6 interface with the DH-485 communications running parallel. I don't understand how this works, or how I might possibly upgrade the communications from 2 PLC's into 1 HMI without linking the PLC's programming first. (Also, a complication I am working on, I only have the Runtime file, not the ME file for the HMI program).