
Search the Community
Showing results for tags 'excel write to s7'.
Found 47 results
-
Hi Guys! I have a problem with data collection. I use RS Logix 5000 software. I need to collect 11 int value. The sampling frequency is about 2 or 3 second. I tried to make an array but I faild, because I dont find what is correct for my task. I need about 5000 sample each of int value. Anybody have any idea about this problem ? If I have the datas then I have to exporting to an excel table . Thank you if anyone can help me. T
-
I currently have certain amount of Recipe data located in form of Excel file on to a PC with static IP address. Is there a way to get that data inside the Nj501 without using an SQL server as I currently have NJ501-1300 which doesn't support SQL. I am okay to send data to the SD card I currently have on NJ PLC as it is easy to get data from SD card to the NJ501. If there is any example code or a link that helps me create i would be helpful. Thanks in advance. FYI: I am currently using NB10 HMI with NJ PLC.
-

How to solve FX5U Security ES:0180840b Error (If you disable write to PLC)
altan posted a topic in Mitsubishi
Hello everybody, I have network from : PC - 192.168.3.11 PLC - 192.168.3.250 I change this option in FX5U PLC in GX Works3 for Network Ethernet port --> Application Setting -> Security -Disable Direct connect with MELSOFT : Enable/disable -DO not respond CPU module search : Respond / not respond and I upload program to PLC. After upload program to PLC and restart it was impossible to connect again. I Have ping between PLC and PC, but could't write program. Always writes me Error <ES:0180840b> So to disable Security Option you should to do : 1. Open Works3 2. New Project (Choose your PLC - FX5U) 3. Online menu 4. Specify Destination Communication 5. Click twice in PLC module 6. Set Connect via hub (In my case i connect PC and PLC directly !) 7. Choose IP Address ( in my project : 192.168.3.250 , PC must be in same network 192.168.3.X) 8. Give OK 9. Connect Test. With steps I disable security options and it was enable to connect to PLC and Write data on it. I Hope that will help to other with same problem. Special thanks to : Piotr Tynor(Mitsubishi, Poland ) , Adam Syrek (Mitsubish, Poland ) , I. Ayvazova (Bulgaria) , K. Raykov (Bulgaria) -
I am using MX sheet version 2 to gather some PLC data. All is working great but I decided I wanted to change the Automatic Save settings and it wont open the window. As in I click the Automatic Save Icon in the sheet and nothing happens. Same thing if I start a new sheet and on all the old sheets. Thanks,
-
Hello All, I am would like to know how to send a bit from an excel file to an omron PLC through CX-server in order to confirm that I have communication and the excel file is open. At the moment I am reading data from the PLC on the Excel file no problem but I don't know how to do it on the other way. I am attaching the code I have written and the excel file. So the idea is having a cell with a 1 and reading this value as a bit ON on the PLC. Thank you very much in advance I really appreciate it. :)
-
Anyone know if MXSheet will talk to the R series CPUs?
-
Slow performance of Write to tag from VBA
Jake104 posted a topic in Allen Bradley / Rockwell Automation
As part of a startup initialisation I want to set some 400 memory tags to a string value. I use this routine: Public Sub WriteValue(val As Variant, TagName As String, Fm As Display) Dim TG As TagGroup Dim WriteTag As Tag Set TG = Application.CreateTagGroup(Fm.AreaName) TG.Add TagName Set WriteTag = TG.Item(TagName) WriteTag.Value = val End Sub It Works well - but it is slow. Making about 400 writes takes 40 seconds. I thought maybe the creation of a taggroup before every write was slow (like it's done with the use of this WriteValue routine), so I tried making a taggroup with all 400 tags first, set active=true for this taggroup and then do all the writes. But it's equally slow. How do I speed up the writing of such memory text tags? I have a had similar read-issue - here the many individual reads is slow, but if I create a large taggroup with active=true - then reading is fast. I use FTview SE 7.0 on Win 7-64 -

[Demo Software] - Excel Add-in for GE & Emerson PLC Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for GE-IP PLC Data Logging ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for GE-IP PACSystems (RXi, RX3i, RX7i), Series 90 (90-30), and VersaMax communications. No OPC, DDE, external drivers, or programming required. Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -
All, When i work with a 2.11 IDE from beckhoff in simulation mode i must everytime when i change a input give a write commando. I think it must be possible that the outputs changed automaticly when i give or change an input. What do i wrong?? best regards Frans
-
Version 3.11.2.0
422 downloads
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 (version 16) spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Modbus/TCP and Modbus RTU/ASCII communications. No OPC, DDE, external drivers, or programming required -
[Demo Software] - Excel Add-in for Modbus/TCP Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for Modbus/TCP Data Logging 3.6.8 ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Modbus/TCP and Modbus RTU/ASCII communications. No OPC, DDE, external drivers, or programming required Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -
Version 3.11.2.0
84 downloads
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for GE / Emerson PACSystems (RXi, RX3i, RX7i), Series 90 (90-30), and VersaMax communications. No OPC, DDE, external drivers, or programming required. -
Version 3.11.2.0
400 downloads
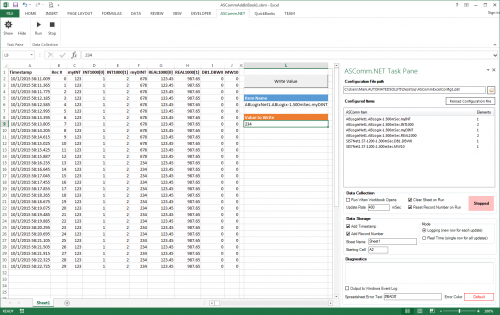
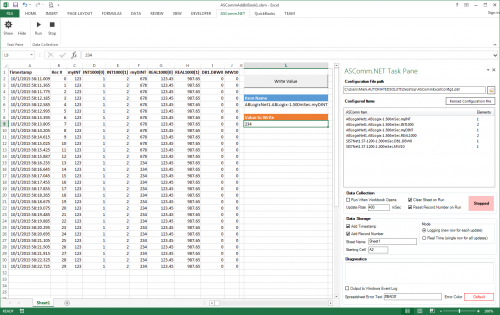
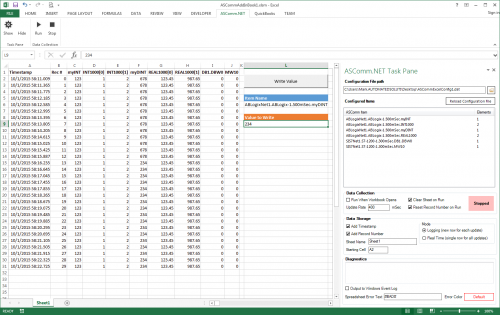
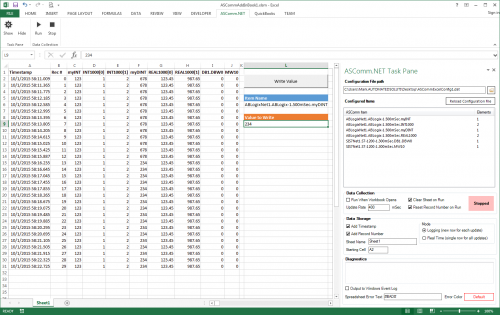
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 (version 16) spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Siemens S7-200, S7-300, S7-400, S7-1200, and S7-1500 communications. No OPC, DDE, external drivers, or programming required. -
[Demo Software] - Excel Add-in for Siemens S7 Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for Siemens S7 Data Logging ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Siemens S7-200, S7-300, S7-400, S7-1200, and S7-1500 communications. No OPC, DDE, external drivers, or programming required. Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -
Version 3.11.2.0
518 downloads
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 (version 16) spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Allen-Bradley ControlLogix, CompactLogix, MicroLogix, Micro800, PLC5, and SLC500 communications. No OPC, DDE, external drivers, or programming required. -
[Demo Software] - Excel Add-in for Allen-Bradley Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for Allen-Bradley Data Logging ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Allen-Bradley ControlLogix, CompactLogix, MicroLogix, Micro800, PLC5, and SLC500 communications. No OPC, DDE, external drivers, or programming required. Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -
I am needing some help developing a string, and setting up communications that will be interpreted by a printer. I have thus developed my string, setup my com ports on my 1766 micrologix and setup com ports on my schmidt styliner scribing printer with win7e. Essentially this is plc to computer running software for a printer. the software has been setup to the best of my knowledge. My problem is creating a string that will be recognized as start/stop transmission at the printer. I have never done ascii so I am unfamiliar with how to get the two components talking. This is a simple application that only requires writing a string to the printer, but i have tried all that i can without any luck.
-

How To Implement Modbus TCP Protocol Using VBA with Excel
gclshortt posted a topic in Automation Direct
How To Implement Modbus TCP Protocol Using VBA with Excel We will use Visual Basic for Applications (VBA) to communicate to a PLC using Modbus TCP protocol. Reading ten registers in the PLC and displaying a bar graph in Excel. Previously we have used VB6 to communicate Modbus TCP. The following steps will be done:1.Explain Modbus TCP protocol2.Install OstroSoft Winsock Component– Winsock API Calls for communication on network3.Develop the Excel and VBA application (Microsoft Excel 2010)4.Communicate to the PLC and sample code (Do-More Simulator)Read the rest of the post... How To Implement Modbus TCP Protocol Using VBA with Excel Here is a blog post that I thought was good to share. Let me know what you think. Garry http://www.accautomation.ca -
Write Values To Micrologix Tag From Excel File
RandomEverything posted a topic in Allen Bradley / Rockwell Automation
Hi All Was wondering if anyone could help i've setup an OPC Server ok and can read all the tags from my PLC. Now i need to write to some of the tags so the warehouse can input production requirements. Has anyone done this or any idea on how to do this. Any help would be great. Cheers Chris -
CX-Server to pull multiple elements from Omron PLC into excel
bjcox posted a topic in Other Omron Software
I'm trying to use CX-Server to pull data from my Omron CJ2H PLC directly into Excel. I'm able to pull a single element into excel, but when I try to pull more than one element, I get a huge strand of numbers. Is there a way that I can set up a single point in DDE Manager that'll hold all the elements that I need, then in excel have a formula that will pull out specific memory elements. Specifically I'm trying to pull data from D7200-D7399, and put each element into a separate cell it in a chart that ranges from B3-K22 This is what the formula looks like when I copy a point into excel =CDMDDE|'C:\Users\... ....cdm'!'\New Point 1' I didnt know if I could put something at the end of each string to call out specific elements, but I keep getting "#BadPoint" =CDMDDE|'C:\Users\... ....cdm'!'\New Point 1'!'D7200' =CDMDDE|'C:\Users\... ....cdm'!'\New Point 1'!'D7201' ... =CDMDDE|'C:\Users\... ....cdm'!'\New Point 1'!'D7399' Any help would be great -
a2n cpu problem write to plc the program I read before GX devloper
vadap posted a topic in Mitsubishi
Hi all and nice to meet you here! I hope that someone with experience helps me and I hope in future to offer also my help to someone. I am having problem with a Mitsubishi plc with A2N (S1) cpu installed on a machinery. The machinery stayed 20 days switched off and with battery empty as I realised when switched on and the problems come out. I changed the battery but the problem didnt resolved. The plc gave error with stable error led and flashing run led on the cpu. Also an error led stable on a (double role) module of printer and ram. I have to say that I have never used GX developer environment before and it is my first contact with Mitsubishi plcs. Reading some manuals (found on the internet) and by using GX developer I read from plc the faults. Register D9008 was set at 12 error meaning MISSING END INS. I Followed the described flow charts from a2n manual for reseting faults but the situation was the same always as described above. I tried to read the program from plc and succeded to read it. It is a lader with about 6000 lines. Anyway I have no previous experience of the GX development environment but I tried to put the missing END in the program as sugested also by the flow chart in the manual. At this point I have to say that it was automatically added from gx developer as I can remeber from an appeared message. I verified also many times the program on gx developer with the plc and the only difference was that missing END at the last line of ladder program. Anyway I tried to write back to plc the program with correct end but it was not possible. I tried several times. The error mesages took with Gx developer was the following : "THE SAME T/C COIL EXISTS IN PROGRAM (MAIN) AND/OR PROGRAM (MAIN-SFC). THE VALUES ARE SET TO BE THE SAME AS IN THE FIRST FOUND T/C COILFROM THE TOP OF PROGRAM" "THERE IS A DEVICE IN THE PROGRAM (MAIN) THAT IS OUTSIDE OF THE RANGE. CHECK THE PROGRAM AND CORRECT THE DEVICE THAT IS OUTSIDE THE RANGE." Anyway I decided to delete the plc memory. After that the run was stop blinking and the error led went off. Only the error on the printer-ram module was on (This module was changed with a know functioning one witout any variation on behaviour). I thought that problem has gone now that the cpu is empty. I tried again to write the program to the plc but again i take the above mentioned messages. Now I have an empty plc and a program on the Gx developer that cannot be written to plc!!!!!!!!!!!!!!!!!!!!!!!!! I am desperate!!! I do not know how to proceed. I am not knowing the mitsubishi development environment. Other than Gx developer I tried to install the GX simulation but it not works to my computer. At this point I dont know even if the ladder program is somehow corrupted after the described above messages. I can sent the code (GX developer project) and any other information to someone expert, if necessary, to have an opinion. Please help!!! Let me know how to proceed!! I have to write back the code to plc !!!!! Thank you all in advance!! Now i realised that there is SFC that is my problem. Could someone help please? Big part of ladder is in yellow color. How can i proceed? -
Hello all, I am trying to get around a lot of manual inputting by exporting a routine and opening it using excel, but looking at the file that excel shows I have a couple fundamental questions 1. when excel opens it and "creates a schema', can I save this in a format that will allow me to import it back into the program? 2. Since I am mapping data using add on instructions, the table excel has created becomes quote complex, with no clear point of reference to where my Input tags are going to go. We are doing this because someone thought it would be a good idea to put a SCADA based control platform over the top of an AB control system, so we have to exchange thousands of points of data back and forth with their system. I created the mapping AOI blocks to be able to manage the file structure a little better in the routines, but that still leaves me with copy and paste thousands of tags into the AOIs. Has anyone developed a good way to create logic, or modify logic using excel? While I can hold my own with utilizing the RS5000 platform, my excel experience is limited. The processor is a 1756-L75 Thanks
.jpg.ab4bdacbd75415ee4a44ee0400895a6a.thumb.jpg.83cdde1f1a77c9aa8bca447d6c02783b.jpg)