
Search the Community
Showing results for tags 'excel macro'.
Found 41 results
-
Anyone know if MXSheet will talk to the R series CPUs?
-

[Demo Software] - Excel Add-in for GE & Emerson PLC Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for GE-IP PLC Data Logging ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for GE-IP PACSystems (RXi, RX3i, RX7i), Series 90 (90-30), and VersaMax communications. No OPC, DDE, external drivers, or programming required. Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -
Hi. When i activate adress H417.14 in the PLC i want the system adress LB9012 to be activated. Do I need to make a macro to do this? I have never used macro before, and I do not know how it works. Please let me know if you have some solutions. For the record I am an apprentice, and neither me or my co-workers have an sollution.
-
Version 3.11.2.0
421 downloads
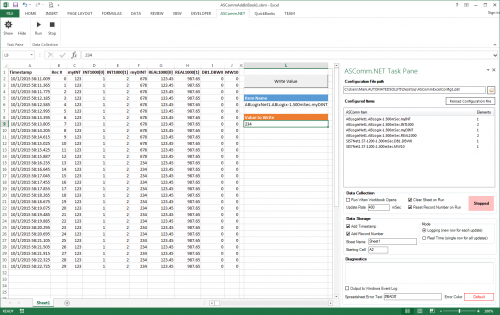
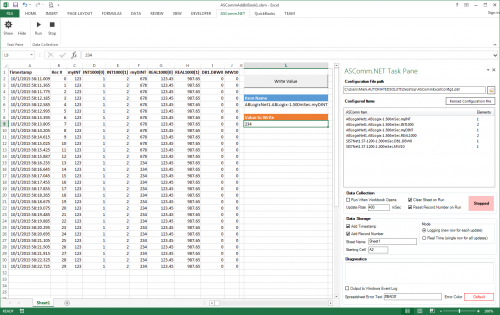
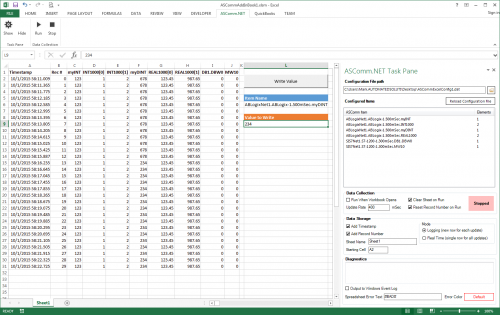
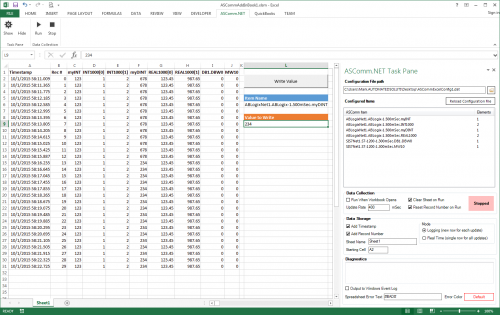
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 (version 16) spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Modbus/TCP and Modbus RTU/ASCII communications. No OPC, DDE, external drivers, or programming required -
[Demo Software] - Excel Add-in for Modbus/TCP Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for Modbus/TCP Data Logging 3.6.8 ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Modbus/TCP and Modbus RTU/ASCII communications. No OPC, DDE, external drivers, or programming required Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -
Version 3.11.2.0
84 downloads
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for GE / Emerson PACSystems (RXi, RX3i, RX7i), Series 90 (90-30), and VersaMax communications. No OPC, DDE, external drivers, or programming required. -
Version 3.11.2.0
400 downloads
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 (version 16) spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Siemens S7-200, S7-300, S7-400, S7-1200, and S7-1500 communications. No OPC, DDE, external drivers, or programming required. -
[Demo Software] - Excel Add-in for Siemens S7 Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for Siemens S7 Data Logging ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Siemens S7-200, S7-300, S7-400, S7-1200, and S7-1500 communications. No OPC, DDE, external drivers, or programming required. Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -
Version 3.11.2.0
518 downloads
ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2021 (version 16) spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Allen-Bradley ControlLogix, CompactLogix, MicroLogix, Micro800, PLC5, and SLC500 communications. No OPC, DDE, external drivers, or programming required. -
[Demo Software] - Excel Add-in for Allen-Bradley Data Logging
Automated Solutions posted a topic in Download Comments
View File Excel Add-in for Allen-Bradley Data Logging ASComm Excel Add-in is a simple to use, non-programmatic way to populate Excel 2007 - 2016 spreadsheets with data from PLCs, instrumentation, and other process hardware. ASComm Excel Add-in uses built-in drivers for Allen-Bradley ControlLogix, CompactLogix, MicroLogix, Micro800, PLC5, and SLC500 communications. No OPC, DDE, external drivers, or programming required. Submitter Automated Solutions Submitted 03/01/16 Category Demo Software -

How To Implement Modbus TCP Protocol Using VBA with Excel
gclshortt posted a topic in Automation Direct
How To Implement Modbus TCP Protocol Using VBA with Excel We will use Visual Basic for Applications (VBA) to communicate to a PLC using Modbus TCP protocol. Reading ten registers in the PLC and displaying a bar graph in Excel. Previously we have used VB6 to communicate Modbus TCP. The following steps will be done:1.Explain Modbus TCP protocol2.Install OstroSoft Winsock Component– Winsock API Calls for communication on network3.Develop the Excel and VBA application (Microsoft Excel 2010)4.Communicate to the PLC and sample code (Do-More Simulator)Read the rest of the post... How To Implement Modbus TCP Protocol Using VBA with Excel Here is a blog post that I thought was good to share. Let me know what you think. Garry http://www.accautomation.ca -

Write Values To Micrologix Tag From Excel File
RandomEverything posted a topic in Allen Bradley / Rockwell Automation
Hi All Was wondering if anyone could help i've setup an OPC Server ok and can read all the tags from my PLC. Now i need to write to some of the tags so the warehouse can input production requirements. Has anyone done this or any idea on how to do this. Any help would be great. Cheers Chris -
CX-Server to pull multiple elements from Omron PLC into excel
bjcox posted a topic in Other Omron Software
I'm trying to use CX-Server to pull data from my Omron CJ2H PLC directly into Excel. I'm able to pull a single element into excel, but when I try to pull more than one element, I get a huge strand of numbers. Is there a way that I can set up a single point in DDE Manager that'll hold all the elements that I need, then in excel have a formula that will pull out specific memory elements. Specifically I'm trying to pull data from D7200-D7399, and put each element into a separate cell it in a chart that ranges from B3-K22 This is what the formula looks like when I copy a point into excel =CDMDDE|'C:\Users\... ....cdm'!'\New Point 1' I didnt know if I could put something at the end of each string to call out specific elements, but I keep getting "#BadPoint" =CDMDDE|'C:\Users\... ....cdm'!'\New Point 1'!'D7200' =CDMDDE|'C:\Users\... ....cdm'!'\New Point 1'!'D7201' ... =CDMDDE|'C:\Users\... ....cdm'!'\New Point 1'!'D7399' Any help would be great -
Hello all, I am trying to get around a lot of manual inputting by exporting a routine and opening it using excel, but looking at the file that excel shows I have a couple fundamental questions 1. when excel opens it and "creates a schema', can I save this in a format that will allow me to import it back into the program? 2. Since I am mapping data using add on instructions, the table excel has created becomes quote complex, with no clear point of reference to where my Input tags are going to go. We are doing this because someone thought it would be a good idea to put a SCADA based control platform over the top of an AB control system, so we have to exchange thousands of points of data back and forth with their system. I created the mapping AOI blocks to be able to manage the file structure a little better in the routines, but that still leaves me with copy and paste thousands of tags into the AOIs. Has anyone developed a good way to create logic, or modify logic using excel? While I can hold my own with utilizing the RS5000 platform, my excel experience is limited. The processor is a 1756-L75 Thanks
-
FT View ME v7 Startup Macro - Tags in Expression
DiGGy posted a topic in Allen Bradley / Rockwell Automation
I hope no-one minds that I'm cross posting this from the RA forums, I just wanted to get as much visibility as possible since there doesn't seem to be anything on the net about this. Any issue, let me know, or feel free to delete it. I'm trying to use a startup macro in my manual mode HMI application to copy the current state of my outputs to the inputs so the machine does not move or change state when switching between auto and manual modes. However, when I run the application on my PanelView Plus400 HMI, I'm immediately greeted with errors like "<macro expression>: Unable to read the expression""Read from <tag> failed"Some info: This only occurs for lines that set a tag's value to another's; if I set the tag to just a numeric value (like in the first line of the sample below), its executes just fine.There are two separate HMI applications. One is for normal / automatic operation. This one is to allow the operator to manually activate individual solenoids on the machine to aid with building, setup, and troubleshooting; it is not seen nor used in production.This occurs long after the plc has booted (manual mode is not the startup application) - so running anything on first-scan is not an option - and the HMI has no trouble communicating to these tags during operation.They are RSLinx Enterprise tags, I think - not HMI tags; they only exist in the controller / ladder. I'm able to successfully browse to them online in FTView.The expression editor reports the "tag = tag" syntax is valid.Lastly, I'm using FT View v7, but I'm creating v5.10 runtime applications.Here is an excerpt of the macro: {[Gage]MANUAL.MODE_ON} = 1;{[Gage]MANUAL.STATION_1_ESC_CLAMP_EXT} = {::[Gage]Program:Station_1.STATION_1_ESC_CLAMP_EXT_SOL};{[Gage]MANUAL.STATION_1_MOV_CLAMP_EXT} = {::[Gage]Program:Station_1.STATION_1_MOV_CLAMP_EXT_SOL};{[Gage]MANUAL.STATION_1_PROBE_EXT} = {::[Gage]Program:Station_1.STATION_1_PART_PROBE_EXT_SOL};{[Gage]MANUAL.STATION_1_ROTATE} = {::[Gage]Program:Station_1.STATION_1_ROT_180_SOL};{[Gage]MANUAL.STATION_1_SLIDE_EXT} = {::[Gage]Program:Station_1.STATION_1_SLIDE_EXT_SOL};... and so on...FTView IS able to successfully execute the macro when I test it on the development computer while it is connected to the PV+ over ethernet. If the PV+ is not connected, or the application is running solo on the PV+, no dice / same errors. I have also tried using HMI tags in all combinations in the tag and expression by tying the RSLinx tag to an HMI tag. So far, they've had the same results as above. Absolute worst case, I could edit the ladder to latches or unlatches the inputs off of a one shot from the manual mode on bit, but it would require 7 manual program changes across many in-production machines and would be very time consuming. I've searched everywhere, and the manual's not been any help - maybe I don't know what to look for. Thanks for your time everyone, ~Anthony -
Version
4354 downloads
W344-E1-14 describes the use of CX Protocol to create custom Protocol Macro sequences for CS/CJ ,Alpha and CQM1H PLCs.
.jpg.ab4bdacbd75415ee4a44ee0400895a6a.thumb.jpg.83cdde1f1a77c9aa8bca447d6c02783b.jpg)
