
Search the Community
Showing results for tags 'encoder dc motor fifo loader cx programmer omron cpm2c'.
Found 654 results
-
Version 1.0.0
76 downloads
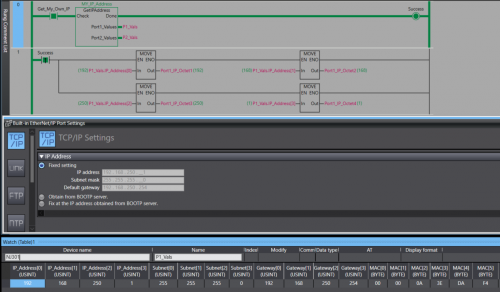
A Library containing a function Block that can be run on any Omron NJ or NX PLC. The Function Block will retrieve the host PLC's IP address, Subnet Mask, Gateway, and MAC Address. The Port Details are displayed through 2 structures , 1 per-port. In the event you only have 1 Ethernet port then the structure for the 2nd port will contain all 0s. Data Format: IP Address - USINT[4] Subnet - USINT[4] Gateway - USINT[4] MAC - BYTE[6] (hex value) Access the retrieved details by the typical parent-child tag structure. ex. Port_1_Detals.IP_Address[0] will get the first octet of Port 1's IP. Tested on: NX1P2, NX102, NX502, NX7, and NJ301 IMPORTANT: This Function Block should not be run immediately after startup. Allow the PLC a few seconds to establish a connection with the Ethernet network. -
Hi, I'm developing an application in C# and need to communicate with a plc omron NX1P2. How can i do it? With cx-compolet? Or is there another way?
-
Is there an efficient tool to manage and validate CX-Programmer addressing. Requirements: - Highlight Duplicate Address allocation - Compact/Defrag address range to avoid wasting memory space. Note: - Any FINS addressing will have to be reconfigured - This approach assumes symbol use rather than direct addressing in the logic.
-
I have an application where I'm using GOT2000 to read data from the weighing unit using RS232 and I send this value to Omron CJ2M through Ethernet/IP. Some variables from that PLC are connected to the elements of the HMI. The problem is when writing the weight value to the PLC through script or Data Transfer is disabled, the RS232 reading works fine, it's fast, etc. However, when I enable the script which writes data to the PLC, the RS232 slows down by a lot, like it refreshes every 2-3 seconds. If i set the script to execute like every 1-2 seconds, it is working better (still slower compared to when the script is disabled) but I cannot leave it like this, because the weight is used to control some valves, pumps, etc. Enabling script doesn't slow down normal communication with PLC, because I tried to test it by displaying the value of seconds from PLC on the HMI and it refreshes every second. Does anyone have idea why such tiny script causes so many problems with RS232?
-
I am trying to use Reusable files, but it is greyed out. Is there a setting that needs to be enabled to activate it? I am using CX-Programmer v 9.74 Update 1: Apparently, when you create a data structure this gets greyed out
-
Hi all, I am trying to modify the date and time of several PLCs from other PLC. Them are all CJ2M, and they are all in the same ethernet network (192.168.100.xx) and in the same FINS network (#1). I am doing it using the FINS command 07 02 ("CLOCK WRITE") with the CMND2 instruction. It is not working entirely: the clock time is being modified at the specified node; however, I do not get the FINS response (expected 07 02 00 00). If I modify the number of retries of the CMND2, the command is repeated all the specified retries though the clock was already written on the first try. The D+0 and D+1 (response channels) are always #0; nevertheless, the I+1 ("Communication Completion Code" channel) allways receives #205. Acording to the manuals, this code is for "Response Timeout". I have tested it with 10 retries and with 10.0 seconds of monitoring response time, but it is working in the same way: the clock is modified fast enough, but I am not getting the FINS Response and the I+0.00 bit is ON after 100 seconds... I have been also doing tests with the OMRON's Etherway Software, sending the same FINS command, and here I am getting the response properly. (???) I would say the FINS network was set-up correctly. All the PLC were set in network #1 with Cx-Integrator. In fact, they are currently sharing several channels using the SEND command on this network #1. I don't know what I am not doing right... Any idea? The ladder is attached as .cxp and as .png. Thanks a lot. Best regards. CLOCK_WRITE.cxp
-
Array A INT[32] Array Index B INT Destination C INT I am trying to move an Array (A) Element (A[2]) using a symbol (B) in ladder into a destination symbol (C) C = A [ B ] Result: ERROR: Array Index of Operand 1 out of range at rung 1 ( 6, 0 ). The documentation suggests that it is possible, but I am unsure if there is something I am doing incorrectly. Note* Fixed indexing works with no errors Is there another method to accomplish this? PLC : CJ2M CPU31 CX- Programmer: Verion 9.74 Update 1: If I go online to the PLC It does look like the array look up is working. Is the issue with the mov block? Update 2: I changed the memory locations which has caused a different error to appear. This error is clearer but does not explain the manual excerpt I posted further up ERROR: Only the constant can be specified for the index of the array. at rung 5 ( 6, 0 ). Update 3: Solution 1 I managed to hack together a proof of concept using pointers and indirect offsets Update 4: Solution 2 For some strange reason things work as expected inside of the function blocks so I made one where the array is In-Out and with an input and output respectively. Note* External reference to pointers inside of the function block produced an error. Function block Logic Update 5: Solution 3 Now I feel like I am going crazy, I tried just the original code again and it works... I have no idea why and if it was not for all the documentation I would be lost as to why it works now... Update 6: Conclusion It seems to have array indexing work the array index must exist in the D Memory Block. The reason it did not work above is because I somehow had a MOVR block when I tested after moving all the variables to the D Memory Block. I hope this journey helps someone else :)
-
Has anyone have any experience getting a Wieland Safety plc (SP-COP1-ENI) communicate with an Omron Plc (NX102) via Ethernet/IP? EDS file installed, connection is set as per the documentation yet I cannot get it connected.
-
Hello Everybody, I continued to work on project this morning but I seem to be plagued with the "PLC No Response" error. This error will only come up when I assign a PLC address to a particular object. I have followed the steps in the post(https://forums.mrplc.com/index.php?/topic/39885-nb-designer-hmi-plc-no-response-error-solved/) to try and clear the error but am having no luck. In the screenshot I have assigned the large "Start Process" as a bit button with the write address being W50.00. When the button is pressed it should trigger a bit in the PLC but this is when the error appears. During this test I am connected to the PLC and in run mode with the PLC and HMI address assigned correctly. I have read and followed the section in the manual regarding "PLC No Response" but still no positive results. I just want to check that there is nothing I have done at a programmer end that could cause these issues. I am happy to provide files. Thanks, Ryan
-
Hi community, i need help .... I want to connect my HMI GOT 1455 to a PLC OMRON CP2MC by RS-232, but i cant do it. I'm using the following connection: HMI GOT1455 - PLC CPM2C (Interfaz CS1W-CN118) 2 (RX) - 2 (TX) 3 (TX) - 3 (RX) 5 (SG) - 9 (SG) - 4 (RTS) - 5 (CTS) * PIN 4 (RTS) IS CONNECTED WITH PIN 5 (CTS) In the HMI I configurated driver OMRON SYSMAC, CHANNEL 2 RS-232, TRANSMISSION SPEED 19.200, DATA BIT 7, STOP BIT 2, PARITY EVEN. But with all of that I can't connect both devices. In the PLC i can see the led COMM blinking, so it should have communication, but the HMI show me "Communication error. Refer to System Alarm in Utility Menu"
-
halo, i'm newbie in HMI and PLC. i have a problem connect HMI omron NB7W-TW00B TO PLC OMRON CP1E. i done setting same baudrate,data bit,parity check, and stop bit in HMI and PLC and i use nb designer for create a HMI display. and this is attachment: a cx programmer, bit switch and bit lamp in nb designer. and the output in hmi is [2]PLC No Response:00-00-1 can you help me? thanks
-
Hey group! I am working on a project that has a machine that forms cartons that will drop the cartons into a cleated conveyor after they are formed. The forming machine needs to be synchronized with the cleated conveyor so that the formed cartons will drop in between the cleats as they pass under the forming machine. So, in essence, the conveyor will be the master and the forming machine will be a slave to the conveyor and match its position accordingly. Initially, it was proposed that the conveyor utilize a CIP encoder so it could be set up as a motion axis, but the customer declined that option as they didn't care for using CIP encoders (can't really blame them!). So, a slightly cruder proposal of using two 1024 count encoders was proposed, which they accepted. However, your friendly programmer here isn't quite sure how to make that work! I think the basic concept is encoder following but but I can't seem to find anything online that really describes the actual process or logic for this. The RA Sample Code site doesn't seem to have anything on there but maybe I just haven't entered the right search keywords. The forming machine has the following notable components: 5069-L310ER 5069-HSC2xOB4 PowerFlex 525 drive 1024 count incremental encoder As noted, the idea is to have a 1024 count encoder mounted on the conveyor with some sort of ratio so that the counts will run the pitch of the cleats 508 mm). Some trickery will have to worked in to get them to sync at the right time but for the time being, I'm just looking for a method to do the encoder following and asking the group if anyone has some ideas, or better yet, a method, of how to accomplish that.
-
I have a program that was pulled from process that came from China,i believe. the comments are complete gibberish. are there more than one version of cx programmer for different countries, i thought we were past that with the commentor, however these look like some of the old double character stuff i saw back in the old nt tools. Thanks Joe Meyer
-

Troubles with remote access to omron plc by using tosibox vpn
Alias Andy posted a topic in CX-Programmer
Hi all, I am having trouble with Cx-programmer when trying to remotely connect to a Omron plc (cj2m cpu34) using Tosibox vpn. Set up is that the Omron plc is located in customers facility and is connected to a Tosibox "lock box ", and i have the "key". From the Tosibox key side application i can see that the PLC is connected to the Tosibox lock and is available. The problem is that in CX-programmer, when i try to search for available devices (by using the PLC->Auto online-> Ethernet/IP node online) i cant find the PLC i am looking for, or any other device connected to the tosibox network. Just gives a empty list. Before searching the cx-programmer ask's me to choose interface card, showing my Ethernet and Wlan - connections, i have used Ethernet one. I have tried matching the IP addresses in network connections settings for the Ethernet connection but for no avail. And apparently this connection has worked before, i just have no idea how it was done or what were the settings or methods they were using. I'm not sure but i have a gut feeling that somehow the cx-programmer cant recognize (or connect to) the Tosibox vpn connection and proceeds to search without it and then of course finding nothing. Could it have something to do with the network interfaces? That when i use the Ethernet to connect, it doesn't go trough the vpn? I am not really familiar with these system so any kind of help would be much appreciated. So my question: has any one of you ever encountered something similar when dealing with cx-programmer, tosibox or vpn's in general? Thanks in advance. -
Please Help me, I want to connect aczet brand weighing machine CG203L to PLC CP1L-M. But several times I tried it didn't work, I've tried repeatedly in the settings section to adjust the baud rate and mode and have tried one by one but to no avail. Can any of your friends help? thank you
-
Hello all, I am looking into creating a system where I have an NX102 in a main panel, and numerous satellite panels (up to 20) with EtherCat Slaves which would then have daisy-chained EtherCat slaves. Essentially, the main panel would need a GX-JC06 to allow branching out, but this only has 6 ports. 1 of them would be used to connect to the master (NX102), but would I be able to connect one GX-JC06 to another? I highly doubt the GX-JC06 behaves like a typical router, but I can't find any documentation about creating more than 5 branches. Thanks, K
-
Hi there! Today a CP1E-E10DR-D suddenly stopped working. RUN led was off and I couldn't connect to it via USB getting this error: "Selected port does not exist. Select proper port number from Change PLC dialog and press OK button", and automatic online function didn't work as well(it's not a cable/driver problem since I successfully connected to a CJ2 CPU using same cable and PC). Since I also tried to connect with the CPU outside the control cabinet with no success, I asume there is something wrong at hardware level. My question is, have you ever faced something like this? My plan is to try to revive it somehow (maybe trying to locate any defective component in the PCBs or something). So I was just wondering if you have any advice in order to achieve it. Thanks in advance!
-
Hello! We are looking to find a replacement for our Omron NS Screens in what seems like about 20 systems...there are so many third party/other vendor options available, I am honestly overwhelmed, so I thought maybe some of you had great experience with other vendors screens that I could look into using in our equipment. The screen will have to communicate with an Omron CJ PLC, serial or Ethernet is fine, Ethernet is preferred. Would also prefer screens that actually have Omron drivers. Thank you!!
-
Hi to everyone! Our company is planning to build >10 same machines. Some features will be developed later down the road. And here I'm facing a problem where I need to start tracking PLC and HMI program build revisions. Has Omron any internal tools to generate program build revision? Regards, Scotty
-
Hi all, I'm new here and need an opinion from you guys on how to set the Gateway for PLC CP2E in CX Programmer ? From my discussion with supplier (OMRON), they mentioned it was unable to set any gateway for CP2E model but I found on some sources that for previous model for CP1L is able to set the gateway. Supposed to be the Gateway function can be supported by latest model, am I right ? Need an explanation on this, Thank You
-
I would like to get some feedback or alternate suggestions in terms of monitoring a database connection. The attachment here shows the current programming for the DB_Connect function block which requires the Execute input to constantly be ON. From what I can tell, if the connection is dropped - let's just say the Ethernet cable is unplugged - this input will still be on, and according to the function block, still connected. The Get1minClk is in place to continuously try establish this connection once powered on, but I cannot find any way to periodically check this connection without dropping it and reestablishing it. My understanding is the _DBC_Status.Run only checks that the PLC service is running properly, but is there a way to monitor a heartbeat of the connection TO the database? The only way I've found thus far is to drop the connection and reconnect. But this would be detrimental to the system as it would possibly be reconnecting to the database while trying to write to out to it and hold up the show. As it stands in the second image, the Ethernet cable is unplugged, but the connection shows no errors. Thanks and happy Friday! -K
-
Hello I am not sure if anyone know how to select cable cross section for 5KW AC motor? Thank you
-
Hello, I am using Omron’s safety G7SA to relay 24 volt line. But the strange thing happening is that, one relay’s output is only 5 voltage, even the relay is on. I exchanged relays, it remains the same. Maybe the base socket is problematic? Or is this just G7SA failure? 5v (exactly 4.96v) is strange. Please give me some advice. Many thanks in advance. Ting
-
Hello, I am rather unexperienced with PLC's but have some experience. I Currently have 2 Lexium ILS1 motors which we want connected over RS485. I have read a couple of manuals. I have found which format they want to receive their data and what the pinout of their pre assmbled cable is (which hasn't been delivered yet). I am currently unsure about a couple of things. The wiring the formatting of my data i'm sending, and the program. The pictured below show my motor (which runs when i connect it to the PC and run it using the software provided so it is in working order) and the PLC with option port (which i used to transmit data to another PLC, so again i can't blame the hardware for being at fault here). However when i connect the cable and try to communicated I Don't see the LED light up. I followed Lexiums guide on which pins to use. But i figured for good form i might include these pictures to be certain hardware is correct. Finally here is my program. I followed Omrons quick start instructions. But: my send ready flags never become high and the way data has to be formatted for these lexiums seems very labour intensive. But this is how i understood it needed to be done. Am i doing something (or a lot) wrong here? I hope someone can help me out here! If any further information is needed i'll do my best to provide it. Kind regards.
-
Hello every one in this video, you will learn about Omron PLC PID Control (CX-Programmer) you could see it for free by using the below referral link for 5 days. https://www.udemy.com/course/omron-plc-training-course-fa/?couponCode=0384FB604CD8E26CDD09 I hope it will be useful for you. Regards Mehdi



