
Search the Community
Showing results for tags 'command line'.
Found 16 results
-
Hello Everyone Im working with Coordinated Motion instructions, specifically MCLM instruction and I Would like to know if there is a way to know the exact End position (XYZ) when parameter Command Tolerance is Set since i need to calculate the distance to the end point, there is no problem as long no command tolerance is set cause I can find the distance using AB=Sqrt ((x2−x1)**2+(y2−y1)**2+(z2−z1)**2) but as some points have command tolerance the X2,Y2,Z2 are unknown. Hope I was Clear Thank you in Advance.
-
Version 1.0.2
82 downloads
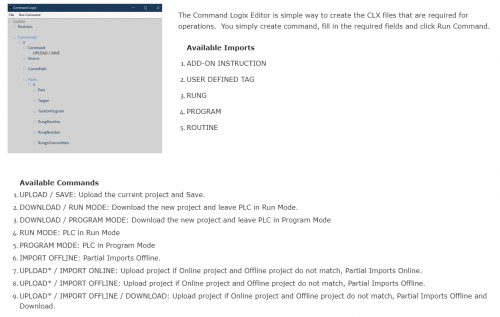
COMMAND LOGIX is a command line tool that works with Logix Services to automate various functions in Logix using a CLX file as setup. The functions include Upload, Download, Partial Imports, Mode Change, etc. The tool comes with an editor to create the setup file. This tool is really useful if you have multiple tools to update or if you have a couple updates to make and you don't want to wait for RSLogix to load. https://www.commandlogix.io/ -
View File CommandLogix COMMAND LOGIX is a command line tool that works with Logix Services to automate various functions in Logix using a CLX file as setup. The functions include Upload, Download, Partial Imports, Mode Change, etc. The tool comes with an editor to create the setup file. This tool is really useful if you have multiple tools to update or if you have a couple updates to make and you don't want to wait for RSLogix to load. Submitter cw0rley Submitted 11/15/21 Category Demo Software
-

Ethernet/IP bus line topology to ring.
Jiggadoo posted a topic in Allen Bradley / Rockwell Automation
I have an Ethernet/IP bus and system including Ethernet/IP devices with CPU 1756-L81ES ControlLogix. PLC is connected to the switch. Bus is built from the switch as a line. Can I connect the last device on the bus back to switch again? In thes case bus will be ring. Do I get problems with connection it this way. Switch is Stratix 2500, which is lightly managed switch. I believe it will increase the traffic in the bus. -
Micro 850- ASCII query/command and response
Arceus posted a topic in Allen Bradley / Rockwell Automation
I have been working on a PLC project that requires sending ASCII commands/queries to an external pressure transducer using the Micro 850 PLC (2080-SERIALISOL module) via serial port communication (ASCII protocol) and in response the PLC would read pressure readings from the transducer. I was able to write a ladder logic program that reads ASCII code from the transducer and converts it into string and inversely converts string output from the computer to ASCII and sends it to the transducer. However, I am uncertain as to how I should send the command string from my computer so that the external transducer receives it, recognizes it after the <cr><lf> is encountered and sends a pressure reading. Any suggestions as to how I can type in commands from my computer and receive responses from the transducer? -
I am desperately trying to understand the OMRON way of programming (28 yr. AB programmer) when it comes to Motion Control. I am pouring over example programs and what I can understand in Omron manuals..... What I cannot find is where you get all the bit level information from for individual axis.... For example, just a simple bit signaling a Servo Fault; I have a program that I have been studying and there is a bit with the variable MC_NailPunch_Station.MFaultLvl.Active, it obviously comes from the Axis "MC_NailPunch_Station", but I cannot find the reset of that variable anywhere in the program, in any setup....nothing. Is there a list somewhere of things like this I can use in my program for status bits etc.? Thanks,
-
Hi new to the forum, and first post, however, I have found an abundance of great information here, so I was hoping someone might able to help me with an issue. PLC is BRX BX-DME1-10ED13-D I am trying to read an analog output from a sensor that is capable of essentially outputting a mA signal proportional to where a printed line, or contrasting edge is at in its field of view. It is used for web guiding applications to make sure the web is tracking straight, so you can identify if the line or edge is moving to one direction or the other, and correct the web with an articulating web guide. I have attached the diagram for the sensor, but I cannot for the life of me figure out 2 things 1) The power supply to the sensor is listed as follows Supply current - From fife control +/- 12vdc 50ma (+)12vdc AND - 40ma (- )12vdc how do you provide both (+) and( -) 12VDC for the supply power to a sensor- 2 power supplies with the the opposite polarities grounded on each? 2) The outputs are listed as "Sum" and "Differential" so apparently there are two outputs, i dont know if anyone has come across these terms relative to sensors before, but I am trying to sort these out. According to the OEM Sensor Output Range -20 mA to +20 mA for line guiding -20 mA to +10 mA for edge Guiding I have attached the pin out diagram as well as the sensor spec sheet, but I am curious to see if anyone might have insight as to how I would get an analog input reading from this configuration? Thank you in advance for any help! 224615.pdf SE-26B Product Sheet.pdf
-
Hi all, I would like to ask you about the name and manual of the command protocol for PLC Siemens. I am not asking about communication protocols, I am asking about the protocol of the commands to use some features of the PLC without TIA Portal. In a similar way, OMRON is using the protocols FINS and Hostlink, or Mitsubishi is using MELSEC commands. Thank you very much.
-
Hi Everyone, Sometimes I forget to cancel forced bits in omron CJ2M-CPU34 PLC. I want to cancel all forced bits automatically and found something about fins command. I'm now facing difficulty in activating the all cancel forced bits command. (2302) Is there anybody know how to use @CMND command for cancel forced bits? Thank you.
-
Hi, I am trying to do a merge move on 1S Servo. The condition are as follows: Task: Move 2 in(absolute value) and then Move back to 1 in (absolute value). I have to do this move 10 times in a row. The application is material leveling after dumping in the mold. The only question i have is if I use just MC_MoveAbsolute command, the only buffer mode for transition available is velocity. Is there a way i can do it with position. I dont want to stop when I can go from 1 to 2 and 2 to 1 again and again. Its time consuming. But rather a nice oscillation motion without stopping to mimic leveling. Can anybody please help me out with this problem. Thanks
-
Hi Guys! I have a problem with Motion axis move (MAM) command. There is an Allen bradley servo motor what is working well. But I need to add a new program section, wich is in a specified moment, the axis should move a certain distance. I think I need to use the mam command, just I dont know how can I configure the motion control part. I need to make a new tag ? or what ? I need to use a user define ? PLS help me.
-
Hi every body! Now I use a Q-motion controller Q172DSCPU with advanced synchronous control method. I try to synchronize 4 axes with Axis1 as command generation axis. The problem is that the command generation axis current value is not be cleared to zero after restarting the cycle. It should be cleared to zero to be kept within stroke limit during the process. Thanks in advanced
-
Hello everyone! Could someone help me and tell me what the "D212" means? I know that to define the time of a TIMER you must put a k and number (miliseg). Help.... :(
-
Hi I am having trouble programming something I thought would be simple. I am using Word Lamp to display 6 different images ie. 6 states. I have 5 Command Buttons. When pressed each one causes a different image to be loaded . What I want is the 6th image to display when the command buttons are released and before they are pressed. Unlike Bit Button which has a momentary setting , Command Button can only set a state. I wish it had a momentary feature so the state value could be set when pressed and return to 0 when released. I hope I am being clear with what my issue is . Any help with this would be greatly appreciated. Jim
-
Hello system is Q06UDEH GX developer 8116W Large system 2 PLcs with 60K lines of code between them, SFC ladder, Issue, all conditions HIGH, coil not ON or visa versa (not all condition ON but coil high) also happen with data comparisons, moves etc. what i have looked at so far, -batch monitor confirms HIGH/LOW states - programs all scanned (all 35 of them) -no MC control ( some CJ and for NEXT seems unrelated) -force history is clear - not willing to rest CPU as this is a large press and it is running -widespread condition throughout the code - only monitor one window at a time Q - is there some monitor setting that I haven't found? over lapping registers Have gone online with original backup just to make sure something didn't happen with the read. No way i'm doing an edit when I cant tell whats going on with this. thanks!
-
Hello guys, actually I am new to this Omron PLC. but i have small project to transmit a command to the GSM modem via the RS232 port so it can trigger the modem to send text msg. Can you show me the steps/guide/sample program to accomplish this program coding? I already read some topic in this forum regarding to this PLC RS232 port but still cant get the ideas when to create the ladder program. PLC Type : CJ1H (CPU65H) - RS232 port First input to trigger the GSM send text msg: AT+CMGS="+YOUR HP NUMBER" Second input to trigger GSM send text msg: YOUR TEXT MSG CONTAINS (Ctrl+z to send) Many Thanks, AlexB

