

Olyn
MrPLC Member-
Content count
20 -
Joined
-
Last visited
Posts posted by Olyn
-
-
On 9/20/2019 at 4:30 AM, sigmadelta said:In the ET200M racks, I have had bad bus connectors which connect the modules together. They are underneath the modules. If a bus module, or for that matter a module fails in a "certain way", generally, it fails the rack too, as if it lost communications. If you have spare modules, try changing them out one at a time, then the bus modules if the problem persists. These bus modules come with every new module.
I can't promise this is the issue, but I have seen this kind of behaviour with a flaky module or bus module. Could even be the IM153-1 module itself that's flaky.
Thank you for your response. Everything is okay and runs well now. But it seems to be an issue with the distance and resistance.
-
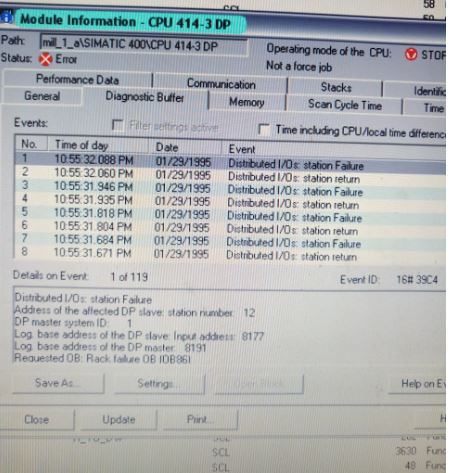
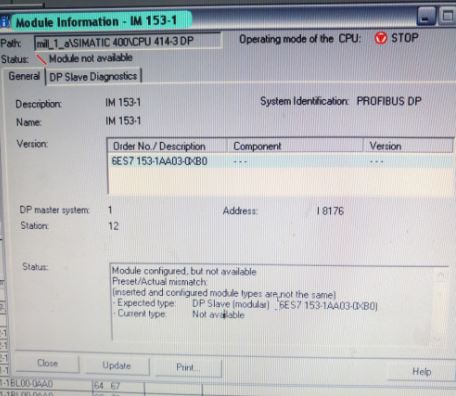
Hi everyone! I have a bus fault on my IM 153-1 and so with my S7-400 PLC. I alreadey replaced the IM 153-1, the bus connector and the profibus cable. It has the same address on the dip switch and the HW Config, also the part numbers configured on the HW Config is the same with the modules in the field. I have also tried to insert new IM 153-1 and configure it to the profibus network and delete the existing. Please see attached photos for the diagnostic buffer of the PLC and the module information of the IM 153-1. Any insights would be a big help. Thanks!
-
3 minutes ago, Gambit said:The instructions are ofc in the manual.
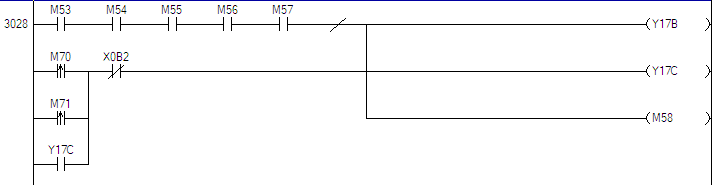
But DateRD is just reading the Date form the PLC into D0 D1 D2 etc.
BLKRST is a block reset resetting M1100 and the next 500
M1000Z0 --- Z0 is an index on the device . (lets say Z0= 20 then M1000Z0 is actually M10020)
What is unclear about the other part ?
oh thank you, now it makes sense. i'd like to know if D0 and Z0 is just the same? I mean, are they just data registry? is the slash (/) on the rung is a NOT/Invert?
-
13 minutes ago, Gambit said:Why Migrating to siemens when converting to the latest Mitsubishi PLC is so easy ?
I know but migrating to Siemens is what the plant owner wants, not mine. If I would be the one to decide then I'd stay with Mitsubishi.
")
-
Hi! I'm working on migrating a project from Mitsubishi PLC to Siemens and having a hard time to convert some instructions and logic. Anyone here can explain what are these instructions? (attached photo) Can someone help me convert them into simple logic so I can write them to TIA? Thanks!



-
Hi everyone! Can someone share their ideas on how should I start migrating my Mitsubishi program to Siemens PLC? What are the key points do I need to keep in mind when doing migration? Thank you!
-
Hi everyone!
I'm having a hard time looking for an easy way to understand on how to configure a Mitsubishi Q64AD for additional input parameters and how to know how many spare points or channels left. If anyone have experience on this stuff, please reply on this thread. Thanks.
-
@Wasan thank you so much! I digged in to the system and found out that MX Sheet is disabled. I just enabled it back and everything is okay now. Thank you!
-
I am working with a Mitsubishi PLC in the plant and I need to get all the parameters and put it on Microsoft Office Excel. This is my first time to work with this old PLC, and doesn't have any idea on how to do it. I've been researching online and found that I needed some software's to download but those needs payment. Can anyone help me on this? TIA!
-
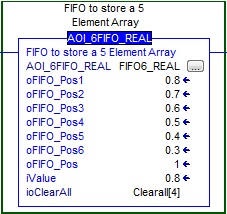
On 2/27/2019 at 5:18 PM, collinsd70 said:Hi Olyn.
See attached a 6 Element FIFO for the REAL Data Type.
Instructions
1. Import the AOI into your Project.
2. Create an Instance in either Global or Local Memory.
3. Load the AOI into your Selected Routine, Connect the Clearall Boolean and the REAL which will load to the FIFO.(the REAL is loaded when it changes value). Note the Clearall is an IO Parameter so will be passed through the AOI and reset once all buffers are emptied.
4. oFIFO_Pos will tell you the location of the most recent Variable (to be used for an Arrow on a HMI for example)
I have confirmed operation on Emulate5000 and all seems to work correctly.
This AOI will load and store 6 Variables only, do not attempt to change the array sizes, if you do; you may crash the PLC.
Regards
Daniel.
Thank you!
-
On 2/27/2019 at 9:32 PM, Joe E. said:I can't see in your screenshot, but it's probably importing the string value as the SINT[82] array, so each field contains the ASCII code for that character. In your example, "J" would be decimal 74, hex 0x4A.
Do a Google search for ASCII tables to find a translation.
I managed to do it with a "CHAR" function in Excel. Thank you!
-
Hello everyone!
I made an input on FactoryTalk View SE so the operator can encode the billet code. I am using 'STRING INPUT' because the Numeric Input don't accept alphabets/letters. I monitored the tags and it was actually a success, but when I'm trying to paste it on EXCEL (with RSLinx DDE/OPC) it shows only numeric value. Is there a way to decode it to make it an alphabet/letters?
PS. check the photos.
TIA


-
On 2/21/2019 at 2:49 PM, jigar said:Hi , anybody know how to do reporting from FTview SE??
Hi! Can you explain what specific Reporting you want to do with FactoryTalk View SE?
-
10 hours ago, collinsd70 said:How many REALs do you wish to store in this FIFO?
What version of RSLogix500/Studio5000 are you using?
I will have to customise the AOI to your requirement.
Regards
Daniel
I need 6 REAL's to store to the FIFO and the NEWEST will always be on TOP. I am using Studio 5000 v30. Thank you!
-
Thank you for helping! This is correct and I thought there's an instruction for this in function blocks since I have tried the MAVE instruction but that doesn't fit, I have also tried using the FFL instruction that copies the REAL data to the FIFO and it actually recorded the REAL data.
BTW, I have other application for this in the plant. One scenario is, sometimes the charging stopped for a reason, is there a way to make the NEWEST to be the OLDEST? I am thinking of just moving the data based on a condition.
Please send me your custom Add-On-Instructions. Thank you!
-
Hi everyone! I am new with RSLogix 5000 I just need some help. Is there a function block in RSLogix5000 that can be use to store real values? I need it for this, when the 1st value comes in it will be saved and when the second value comes in it will only take place the 1st value but will no be erased and so on. Many thanks!
MItsubishi PLC QA to Siemens WinCC
in Mitsubishi
Posted
Anyone tried to integrate Mitsubishi PLC to WinCC? Thanks