

scotty134
MrPLC Member-
Content count
74 -
Joined
-
Last visited
Posts posted by scotty134
-
-
Hello,
I have a question about AlarmViewer in NA HMI panels. I found that I can't control what type of messages to show. I have a user information messages showed on one of the screens and I would liike to illuminate one of the events that cause the event to appear. I can't find how can I show raised or cleared user alarms only. It always shows me when it was raised and when it was cleared. In example when I have auto-clear (impulse of added condition into alarm event). Any solution how to create a log for events without showing raised/cleared/acknowledge?
Thanks,
Scotty
-
Did you try to replace your ECAT cable to shielded one (more industrial build, not for offices like you have)? Let's try to debug from beginning.
-
On 9/30/2022 at 4:44 AM, casofp said:Hi,
I'm developing an application in C# and need to communicate with a plc omron NX1P2. How can i do it? With cx-compolet?
Or is there another way?
pturmel said nice stuff. You can use E/IP library for .NET and your communication will be more advanced, compare to old fashion TCP/UDP styles. I'm not saying that it's wrong or so. TCP and UDP still valid and very useful communication protocols. But E/IP will be a bit comfortable and convinience. PLC won't require to do extra steps to build a message for transaction and your application won't need to parse the data.
-
Check ebay or other vendors for potential leftover or returns. I'm still waiting for my 11 PLCs and 11 HMIs that I've ordered in Feb.
-
Hello to everyone,
Today in the morning I found that HMI freezed when I called internal function EjectSDMemory. I Rebooted the HMI and tried again, same result. When HMI freeze I can't connect to HMI via SysmacStudio, so it means that panel stop responding completely. It's first time when I see it happen in my life. I tried next ideas:
-
From HMI screen save Alarm Log to SD Card. Called out Action on the button :
- SaveUserAlarmLogToFile. File Name: \SDCard\AlarmLog.csv
- File was not created. HMI not freezed. No error messages on the screen.
-
Transfer User Program From Hmi - from Device System Menu.
- Create *.nabin file in SD Card.
- File was created. No issues.
-
Call internal EjectSDMemory function that is assigned to a momentary button.
- HMI freezed and became unresponsive.
Test with transfering program to SD Card validated that the SD Card that I'm using is fully operational. So why it stop working from runtime? All these functions were working few days ago with no isses. I also tried to format and use different SD Card, but end up with same result when I try to operate with SD Card from HMI runtime program.
Thank you in advance!
-
From HMI screen save Alarm Log to SD Card. Called out Action on the button :
-
It works flawlessly.
-
Initially I started with logic below #picture#1. But my idea was crashed after fist power reboot.
photovaltaic, based on your example. I modified a bit the node to get rid off the bit using embedded tools - picture#2. I will test it and let you know soon.


-
Hello,
I need to cound uptime on servo motors. I though to use AccumulationTimer and have ET as retain. Unfortunately, AccumulationTimer resets ET after each power loss. Is it a simple way to count uptime on servo motors without making extra logic?
Regards,
Scotty
-
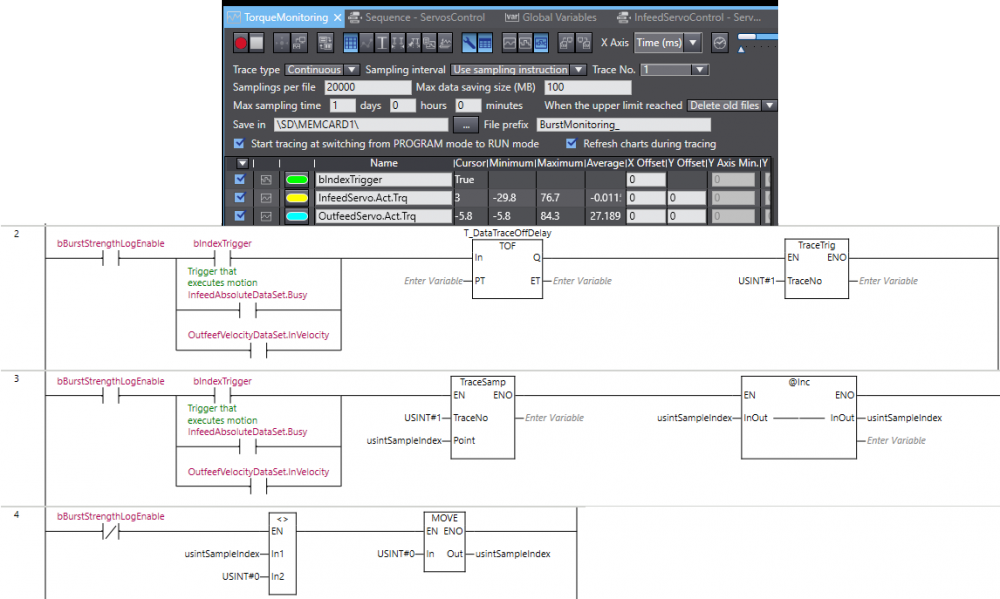
On 6/18/2022 at 6:43 AM, photovoltaic said:It does save to your PLC. You can set a trigger condition and then go offline. Next time you connect you can load the trace if the trigger happened. I don't believe you can save it to the PLC SD card though.
It will be an awesome feature if I could save Data Trace to internal SD Card.
-
Hello,
I am curious, is it possible to use Data Tracing tool to use it without PC connected to a PLC? I want to keep saving data on SD card installed on PLC while it's running on its own. I tried to use sampling trigger and wrote piece of code that enables sampling, but no luck with saving the data to SD card that is installed on PLC. What am I doing wrong?
Thanks,
Scotty
-
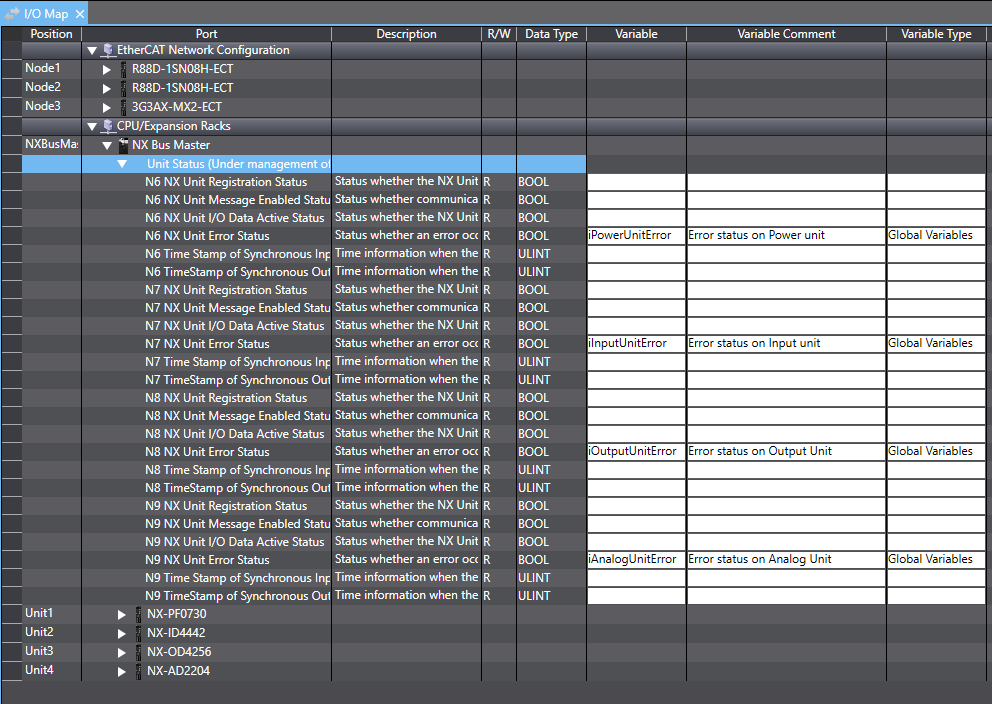
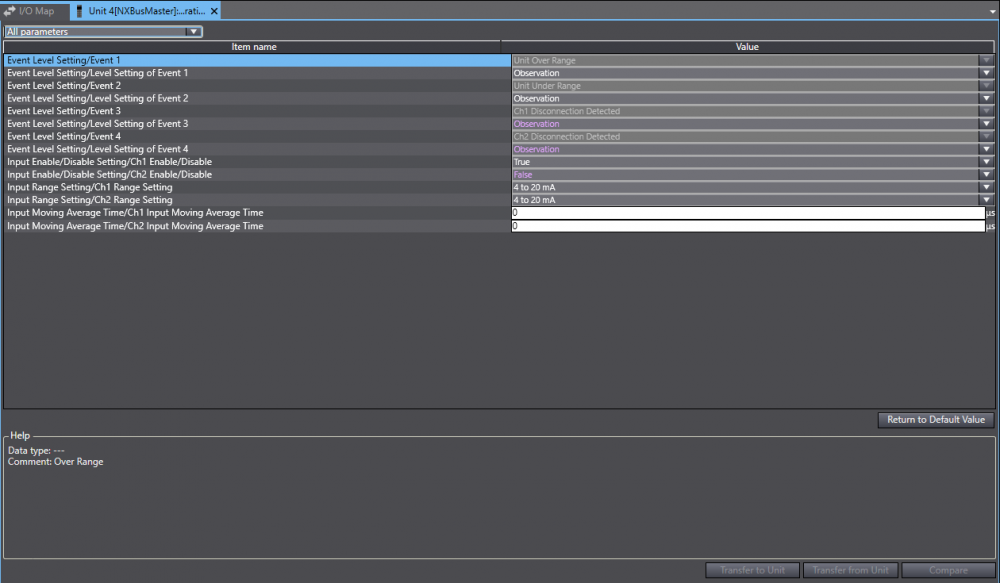
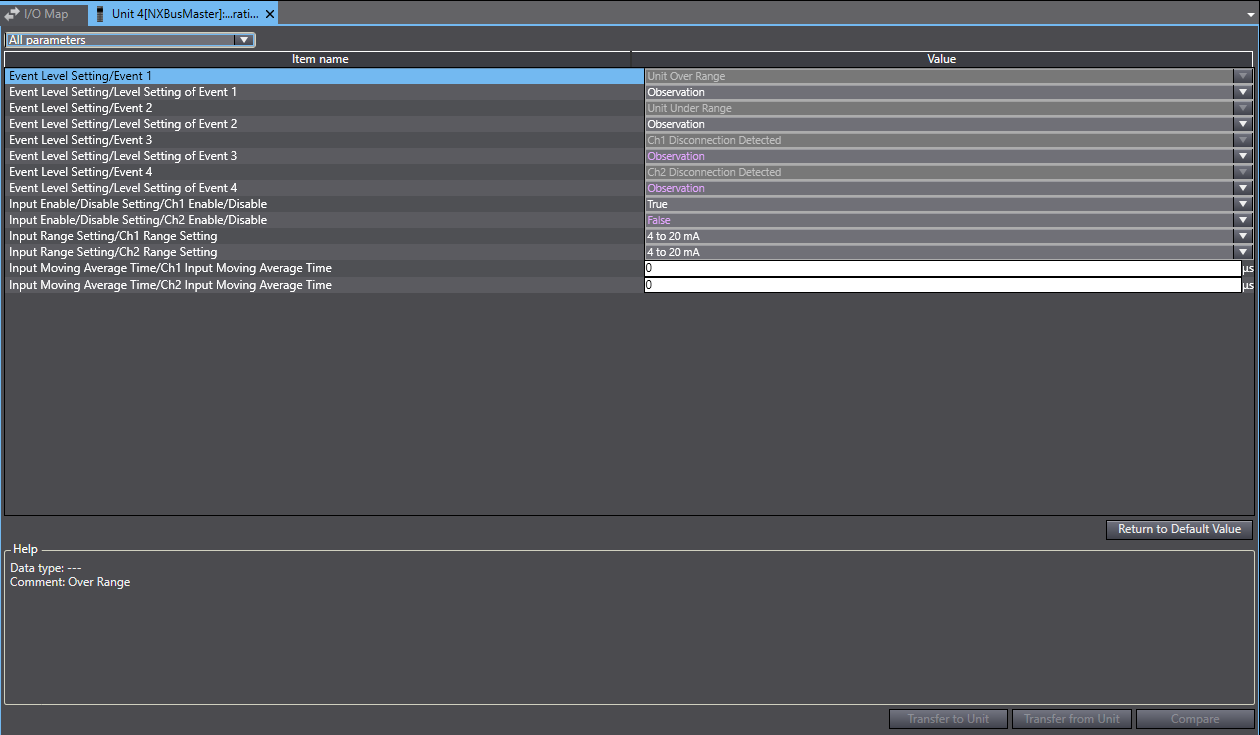
I thought that error state from the unit itself will be in ON state only when error is present, not when notification messages are present. Is it a way to make error fault status react only on errors not on every state change in the unit?
-
Hi to everyone,
I have a question. Why when I disconnect an analog sensor from NX-AD2204 the card sets fault bit even when I changed event level setting. I checked when the sensor goes out of range or gets disconnected the Fault bit for the unit card sets ON. I have checked troubleshooter and I don't see any warnings or faults, only status change as observation message. Anybody was able to make it working properly?
Thanks in advance!
Scotty
-
Hi to everyone,
Is it a way how I can close Login screen that appears after auto-logout? I checked default methods and it says that I need to have the name of page that I want to close. Any ideas?
Regards,
Scotty
-
On 5/31/2022 at 0:29 AM, Lipton said:Hello Scotty. If you combine Sysmac with git and do your program in libraries & IAG' you can set your own verision number for each library you create or update, then you can track changes in the code and you can track your own developed libraries & IAG's
/Best Regards
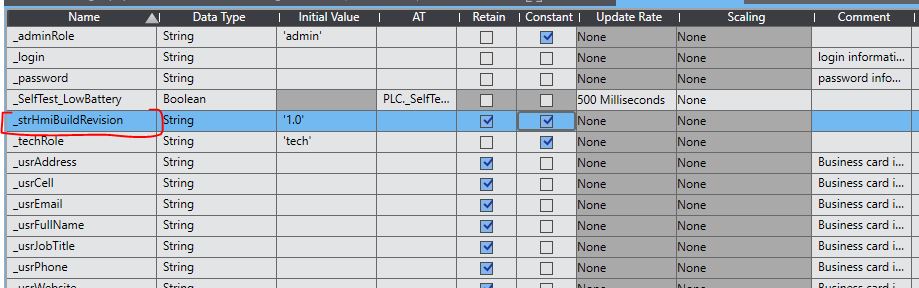
Hi Lipton, It's actually what I did. I keep using my master branch for all production software revisions and I have created constant variables in global variables table where I manually change software revision each time when I need to push/merge into master(production) branch. Example in attached pictures.
In Visual Studio I can create rules for auto generation my software build revision, but looks like PLC softwares still 20 years behind of other development tools. Sad, but it's true. It's stil better that some noname PLC software or AllenBradley, LOL XD.
On 5/27/2022 at 1:15 PM, kdobsontn said:This is what I was going to suggest - Version Control Explorer. We don't use it where I am currently, but it looks really promising (as long as everyone does their part with pushes and commits).
IIRC, it was an add-on to the normal license, so you or your company would have to cough up some dough for it.
-K
Hi kdobsontn, VCS not gonna do the job. I do use VCS since 2014 and Omron's Version Control Explorer for last 2-3 years.. PLC softwares are not adopted to PLC and HMI software build revision to keep track which one has been deployed into a hardware. If we will have some sort of Dev-Ops system that would be able to publish/download software into hardware only from specific branch in your repository, then it will be a different story. But reality says that we can use VCS only for historical progress on programs and potential version deviations for some specific needs.

-
I do use "Team" a lot for development. One of the things. when our guys goes to service our machine, they might need to know what PLC and HMI program revision is currently loaded to the machine. In other development apps such as Microsoft Visual Studio I can use special conditions to create my build revision after each production build. I save that I can do project revision when I am working with local project, but it's not loading this information to PLC/HMI. I want to have available PLC and HMI program revision available on the main screen for visual understanding what version of the program is loaded to the machine.
-
Hi to everyone!
Our company is planning to build >10 same machines. Some features will be developed later down the road. And here I'm facing a problem where I need to start tracking PLC and HMI program build revisions. Has Omron any internal tools to generate program build revision?
Regards,
Scotty
-
7 hours ago, SKA AB said:Sysmac + Structs + HMI = Hardest way to do anything.
I have this struct (or several), trying to address bools in the struct is a mess in sysmac and on the hmi side.
First you add the struct to global variables and hopes it will accept it.
Second you add the variable to the button for example. Correctly with . between each word in the struct, this makes sysmac create a variable named exactly this and then complains about it in global variables.
Then you have to go back to the button and change the variable from _ to . and double check it didnt add double of the struct words you just used, then you need to go back to the global variable table and remove the newly created variable with dots again, then the button might accept this to the correct struct and where it should go.


Never had this type of problem. I'm a guy who likes to use strucs in advanced mode all the time. I always transfer my important strucs into global, then map to HMI and communicate to child objects using "." delimeter and everything works fine. It's not super fast on parsing variables, it's true.
Can you make a screencapture on how you do these steps? Will be interesting to see it.
-
QuoteThe motion control instruction manual, W508, section 2.2. Complete list of all commands, and there is a column called Single Axis. the instructions with the circle there can be used with a single axis positioning axis. You can get it from Omron's website. You can also access all manuals from the Help menu inside of Sysmac Studio.
Perfect. It's exactly what I was looking for. Thank you!
-
QuoteIn most cases it is fine and you can get the axis very close to synchronized. Just keep in mind if one of them trips the other one can keep moving so you need to constantly monitor this when parallel movement is happening. I have done it on a machine where the wrong PLC was ordered and it worked fine.
I do not plan to use them as sync axes. For me it should not be an issue.
QuoteThe motion instruction manual has a table that lists which function blocks can be used on a single-axis positioning axis and which require a motion axis. That is the only difference... a motion axis can use all commands while the other is effectively a 'lite' axis.
What do you mean 'lite' axis? Can you share a manual where it says what commands require motion control and which not require? I was trying to find same information for a while and can't find exact answer except of couple sentenses where says that if you want to use cam/gear in/ follow / group / multi-axes interpolation motion then you need to use motion control. Sysmac studio toolbox's showing same list of available functions If I change PLC from 0 control axes to 2 control axes and it's a bit confusing.
-
I was warried that I would get some limited communication with servo amplifiers or have some lagging when I need to trigger 2 axes at same time or else.
-
Hello to everybody,
I have partially stupid question, but it's confusing sometimes and I was not able to find full answer on it in manuals. I know that you need to use Motion control axis when you need to have some type of multi axes interpolation. But in case if I have just independent axes that needs to be operated at same time, collect torque data, etc. could I just use single-axis position control axis or not. I do not see what kind of restrictions I will be facing when I use single-axis position control vs motion control axes anything except group/cam axes interpolation. Can I in example to operate 2-4 individual servos at same time using single-axis position control axis or not?
Basic NX102-9000 comes with 4 single-axis position control axis, that should be good for me, but what limitations I will have compare to NX102-1000 if I do not need group/cam interpolation.
Regards,
Scotty
-
How you did assign the structure from PLC to HMI before?
-
I believe I have found the solution. System.IO.StreamReader or System.IO.File.AppendText
-
Sysmac Studio iteself has nice visual explanation on how the homing works with different methods.



Omron HMI NA - Alarm Viewer show Raised only
in NJ Series / Sysmac Studio
Posted
Yes. I need to have active log of events. In case if I disable Historical mode it will show me only raised events, but as soon as they cleared they will be gone from the list. In my situation I need to keep them in historical order.