

sczot
MrPLC Member-
Content count
81 -
Joined
-
Last visited
Posts posted by sczot
-
-
hello, it´s easy, use some of GOT2000 panels
-
thank you man
-
Hey, guys,
this might be a bit offtopic but I check the Mitsu download site quite regularly, last week I downloaded version 1.1 and now I found out it is no longer available and the latest version you can download is 1.097. What's even funnier is that version 1.1 has even disappeared from the Japanese site with the changelogs (link via google translate).
Any ideas?
I'll contact my local mitsu, but this forum is sometimes faster than them.
-
25 minutes ago, Gambit said:Strange haven't run into anything like that.
nobody did, it´s okay :D
26 minutes ago, Gambit said:Did you try disabling the optimization of steps ? Don;t know if it will help but that is what i would try
we did not at the time, but i tried it now and software is way to big without optimization
-
we had an absolute FUBAR situation, already reported to our local mitsu, and they forwarded it to Poland and Japan...
we have a machine with dozens of servos and one FB controlling the servo was not working properly, after all normal attempts my colleague tried to add the same FB declaration to the label tab and it started working, we tried some monkey bussines with it and in that software whatever FB was first in that label tab was not working, but there was no warning/error when building the software.
-
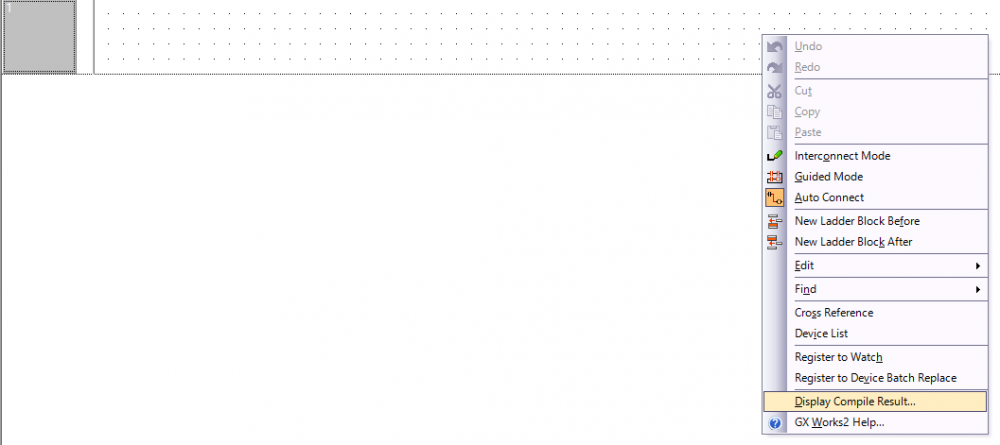
hey guys,
do GXW3 have similar function similar to "Display compile result" from GXW2?
thanks
-
IQ app
in Mitsubishi
Hey guys,
we're considering this app, but our local mitsu dealer has no practical experience with it...
Does anyone of you have any experience with it? What impact can we expect on our workflow?
Our programming team has five people and we currently have all our software organized only in folders on a shared drive.
As always, thank you in advance.
edit: our factory runs exclusively on mitsu PLCs
-
after consultation with local mitsu we solved it like this and they are trying to find cause and solution...

-
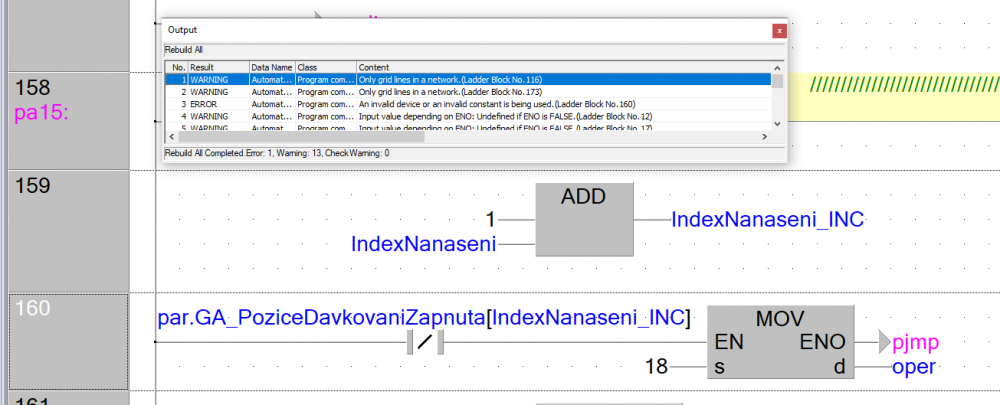
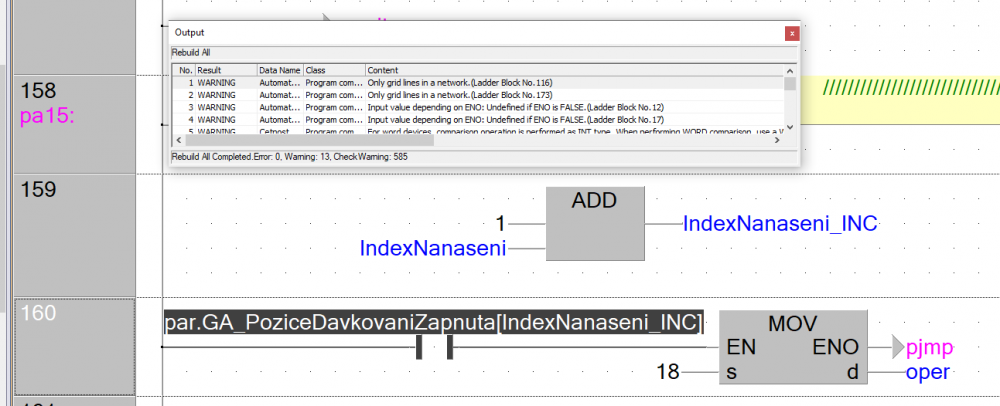
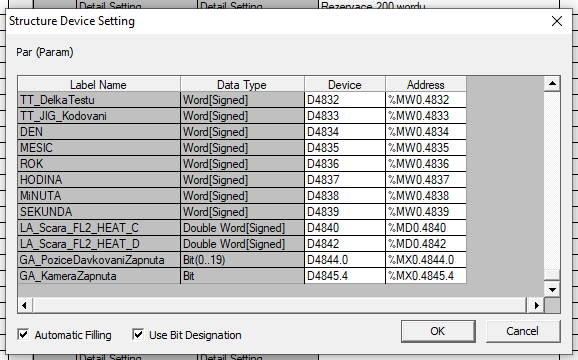
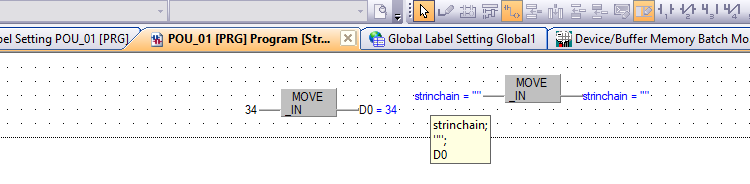
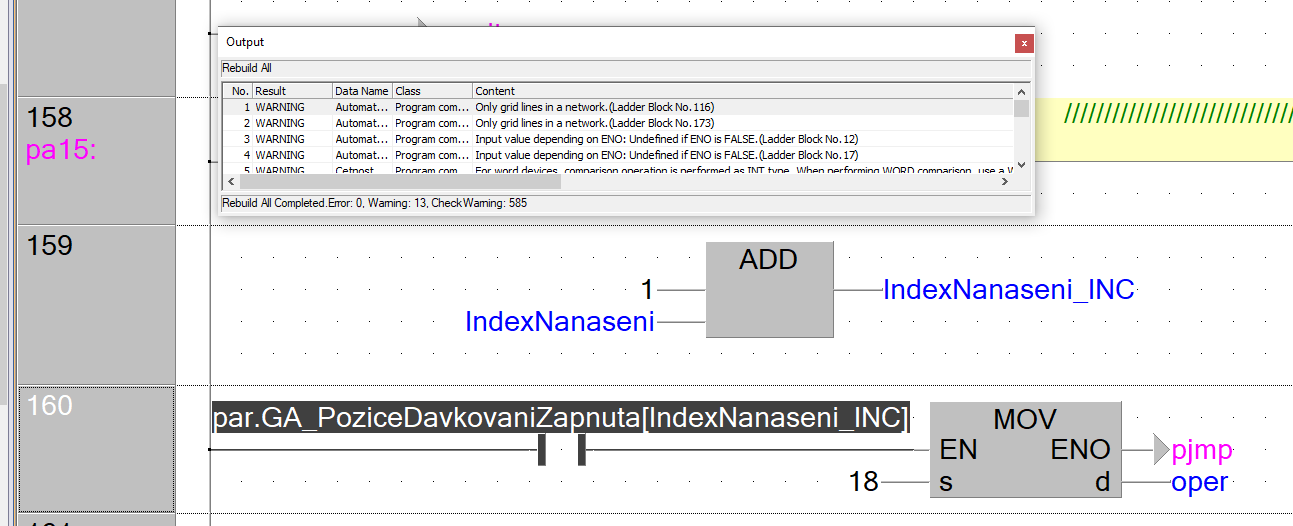
hello guys,
I´ve got this wierd error (wtf1), if i switch it from NC to NO contact it goes through rebuild without problem (wtf2), relevant part of SDT on picture wtf3...
I´ve GX works ver: 1.612N
Anyone ever encountered this? What was your solution?
thanks
-
hello and welcome,
may i ask you what HMI?
-
Hello,
since they redesigned the mitsubishi FA website I am unable to find software updates. Is it my fault or did they forget to put them in?
Thanks
-
thank you
-
hi guys,
is there any easy and global way how check if the same device isn´t associated with multiple labels?
(ie M_start M300 and M_whatever M300)
-
ok, solved, I made a rookie mistake and trusted what the maintenance and production guys told me.
-
Hello all,
we are using Q03UDECPU and via built-in ethernet port its connected to two IV2-G30. (through unmanaged switch)
to establish connection we are using FB LQnUDEEthActive (hereinafter referred to as FBLQ)
two instances of FBLQ in two instaces of our FB which is responsible for creating messages that are then send via FBLQ
Both keyence devices have different IPs, ports and connection number.
Problem is that it is working flawlessly, except the time its not working :/ from time to time it simply doesnt trigger Keyence device.
It looks so far like its independt of turning machine OFF/ON, also both keyence devices are used in different times (about 10-20seconds of difference)
Im currently working on sime kind of internal diagnosis to see whats happening when its not working, but im just curious if there is something obvious we are missing?
any help will be apreciated
Thanks -
hello,
right click in window with instructions then "Next unmatch"
-
hi,
is it ok like this?
-
thank you
life saver
-
Hello guys,
I´m unable to find instruction which would return how many bits are ON in word (like 1 for 2, 4, 8... 2 for 3, 5, 9 etc..)
I was searching through manuals, but without any result... Maybe wrong keywords, maybe to many hours today..
Thanks in advance
-
yeah, i can totaly see it now
-
its GT2508-VTBD, we have it connected to R08EN CPU, via cc link ie field in ring configuration....
It works okay, but when you need to change value displayed on HMI its little bit of pain in the ...
-
its part of long CC link chain, it would mean extra cable through line
-
Hello all,
kinda lazy question, but I'll rather ask, before I'll went to deep into HMI scripting.
Because of a design of CC link, there are RWr and RWw
Is there any simpler solution for displaying value stored in PLC, while also letting HMI operator change the value and save it to PLC, than scriting in HMI?
hope it makes sense to you
thank you in advance
-



How to see full name of labels in GX Works 3 ?
in Mitsubishi
Posted
Hello,
you can click Tool > Options...
and then set it according to your needs and preferences