

junkyardgary
MrPLC Member-
Content count
18 -
Joined
-
Last visited
Posts posted by junkyardgary
-
-
Turns out there is a bug with the PAC using "one shot" type instructions fed by real world inputs. I used an intermediary M1500 bit from the I00100 input, then used the M1500 to feed the one shot, everything worked fine. Apparently the "I" inputs do not solidly transition from off to on in the scan, like an internal bit. I can show you logic where the input appears on and off on the same page. Sometimes they work fine, sometimes they refuse to switch. Other than single scan instructions, the inputs seem to work as expected. Tribal knowledge, I guess.
Perhaps if I used a positive transitioning output POSCOIL, instead of a POSCON it may have worked fine, but I'm not going to rewrite it for giggles, need to move on. Perhaps its a certain PLC, or who knows why some work, some don't.
Not a fan of the Proficy/PAC software in any event. I can see why so few companies use it.
-
I have been troubleshooting another engineers logic. There is a couple lines that have real world inputs, IE: I00100 and I00101. Each has it own rung, these inputs are POSCON and feed a reset coil each. One line works fine, one does not. I have verify the inputs are transitioning from off to on, but one reset works, and the other does not.
The processor is a CPE-100. Is there a problem using real world inputs with the POSCON instruction? The results are very reliable, the same issue happens every cycle, never any variation. I'm just trying to make sense out of it before changing a "standard" logic program, without explanation.
I am a hired gun engineer here for a few months. Don't want to make unnecessary waves.
-
I have been troubleshooting another engineers logic. There is a couple lines that have real world inputs, IE: I00100 and I00101. Each has it own rung, these inputs are POSCON and feed a reset coil each. One line works fine, one does not. I have verify the inputs are transitioning from off to on, but one reset works, and the other does not.
The processor is a CPE-100. Is there a problem using real world inputs with the POSCON instruction? The results are very reliable, the same issue happens every cycle, never any variation. I'm just trying to make sense out of it before changing a "standard" logic program, without explanation.
I am a hired gun engineer here for a few months. Don't want to make unnecessary waves.
-
We have been tasked with saving money on equipment within our 4 plants here in the USA. I would like to investigate using low cost HMI's, I've had great success using C-more in the past. Has anyone had any of the several low cost HMI's attached to Emerson PAC (AKA GE Prophecy) PLC's? has there been any connectivity issues? I'd like to try one to replace the Emerson HMI's which are hard to source, and expensive. I believe any time setting up a low cost option would offset the cost of the Emerson, and open up our choices of HMI's and not be boxed in to one brand. We also use Profinet along with Ethernet connection, I believe the Emerson HMI only uses Ethernet (for us) but if there is a Profinet version that is easy to set up, that would make it an easy sale for me.
This HMI would also have to work with the older 90-30 series PLC's, but i'm pretty sure the communications have not changed much from the to the stand alone RSTi-EP and RX3i PLC's. Any advice would be appreciated. Have a great week.
-
I've been debating whether to stay at my current employer who uses Emerson PAC software, vs going back to a similar company that uses Rockwell (compact/control logix) mainly because A-B is used by most companies around here. I work as a technical temp, usually 12 month contract jobs. Learning the Emerson PAC (aka Prophecy) seems to be a waste of time, since I am not aware of any companies that use it, other than my current employer. My placement company is pushing back, but I know I am correct. I do not have hard numbers, but I've been around the industry for 20+ yers, and have only seen 1 company use Emerson.
Does any one agree or disagree, or have some circumstantial evidence of the actual market share of A-B vs Emerson. I am mainly working in the Auto industry, in Michigan. Just looking at this site, there are 3200 postings for GE and Emerson combined, vs 58,000 postings for A-B.
-
I found the "RESTORE" option that seemed to do the trick. Thanks for anyone reading this. JYG.
-
My colleague sent me a few PAC programs via email, my PAC/ME V10 software has the "FILE/OPEN PROJECT" greyed out. How do I pull this into my PAC/ME? I do not know where Emerson keeps it programs internally, this is a network/server set up -we do not store programs on the laptop much. Am I missing some easy way to open programs from a desktop/USB source?
-
I've never seen a production facility use Proficy to communicate to a Rockwell PLC, when the rockwell works perfectly fine though direct ethernet network in the building. The only advantage is the Proficy keeps a copy of the ACD file inside a project environment with the HMI, misc other programs in a nice package form. But if it doesn't work, then its a mute point to demand other people to use it.
I gave them their fixed program on a thumb drive, then emailed another copy, with the change logs, and left it for them to sort out. They are also removing Rockwell 500 PLC's and installing Emerson PLCs to run large machines in the plant. This doesn't make any sense either, but it's their money. I can understand swapping out the Panelview HMI's for another HMI brand, but not the PLC that works perfectly fine. Perhaps they plan to drop the Rockwell software and Tech-connect expense in the near future and need to rid themselves of the A-B hardware. Not sure.
-
I'm having issues saving the program on an older machine running a 1769-L30ER controller. I can open and close the file offline, using PAC machine edition software -no problem. I cannot upload, or go online, citing some RS linx pathway issues. Be aware this is run through an Emerson PAC program that is supposed to open/communicate/upload/download through a Profinet interface using the PAC software (AKA Proficy). I have doubts the communication in Rockwell (which is pretty specific about how it works), is set up correctly to see the Profinet via PAC software RSlinx pathways.
I can directly open studio 5000, change my I/P address, up/download via ethernet cable, works perfect. The company wants me to "check in" the project through their PAC software, which opens, closes and saves the .ACD file in their database inside the PAC system. It doesn't seem to work. I did notice the RSlogix was written in 30.01.11 and this laptop is using 30.02.xx software. I assumed that should not be an issue. correct?
I'm trying to eliminate any errors on my part, before telling the company their software just isn't working for this application. I'm here to edit the machine and leave, not to repair the 3rd party software they own, that does not appear to be communicating correctly.
-
That seems to help greatly. I wonder why they use that old search tool? seems counter-productive.
Thank you for the answer, sir.
-
Exactly what I was looking for. I'm seeing coils that are M's, some G's but see no real difference in their use. My background included Modicon and Mitsubishi, which are similar to the Emerson, but some of the data types use different prefixes. I was aware of the tag name in the newer PLC's (thank God), so I was able to troubleshoot my first machine. Now I'm doing some service work on older Emerson stuff, and stumbling around in the dark trying to figure out why and how it works.
Your last paragraph sums it up quite nicely.
Thanks for your time, sir.
-
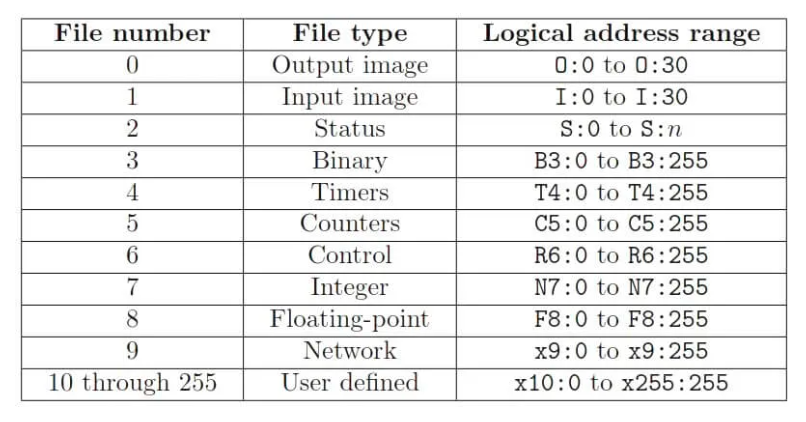
I've always had this Allen-Bradley memory map taped on my wall in my office. It used to be handy to use, until I remembered al of the prefix letters for each data type. Now I am using Emerson (GE) the old proficy software now called PAC ME machine edition. Now I'm finding it's about impossible to find the data type list amongst the thousands of help files, videos, ect... it seems like a simple thing to find, but I'm not having any luck. They use I and Q for regular inputs & Outputs, but there are R files, M files, S files, N files, G files, ect.... this is old-school PLC software that doesn't use tag names.
Is there a steadfast rule for each type, or can they be used for any type of data? Dazed and confused...
-
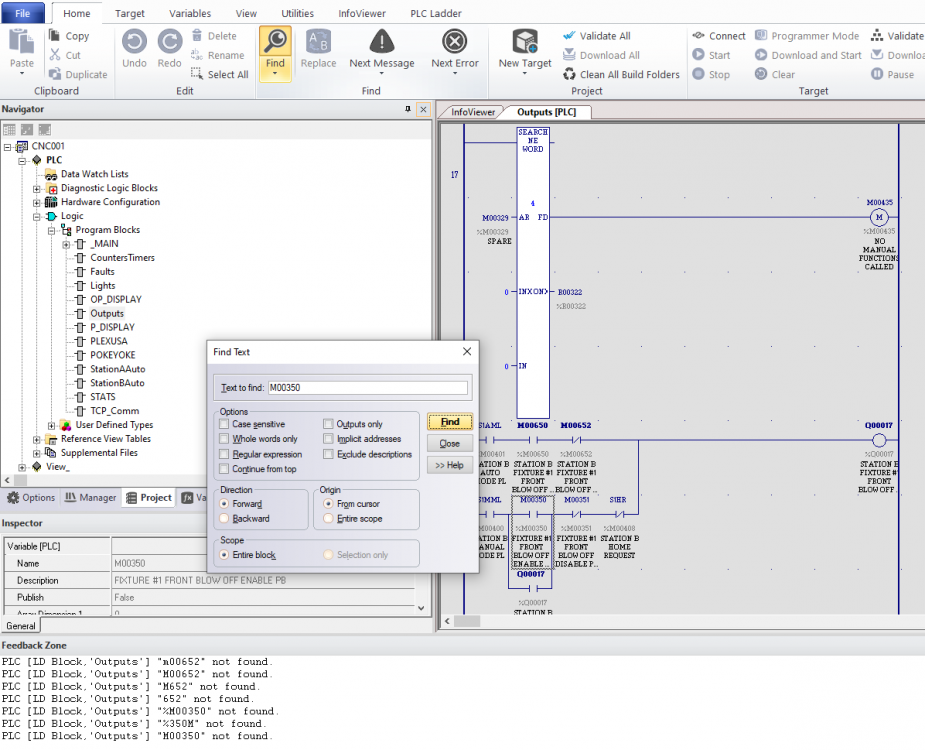
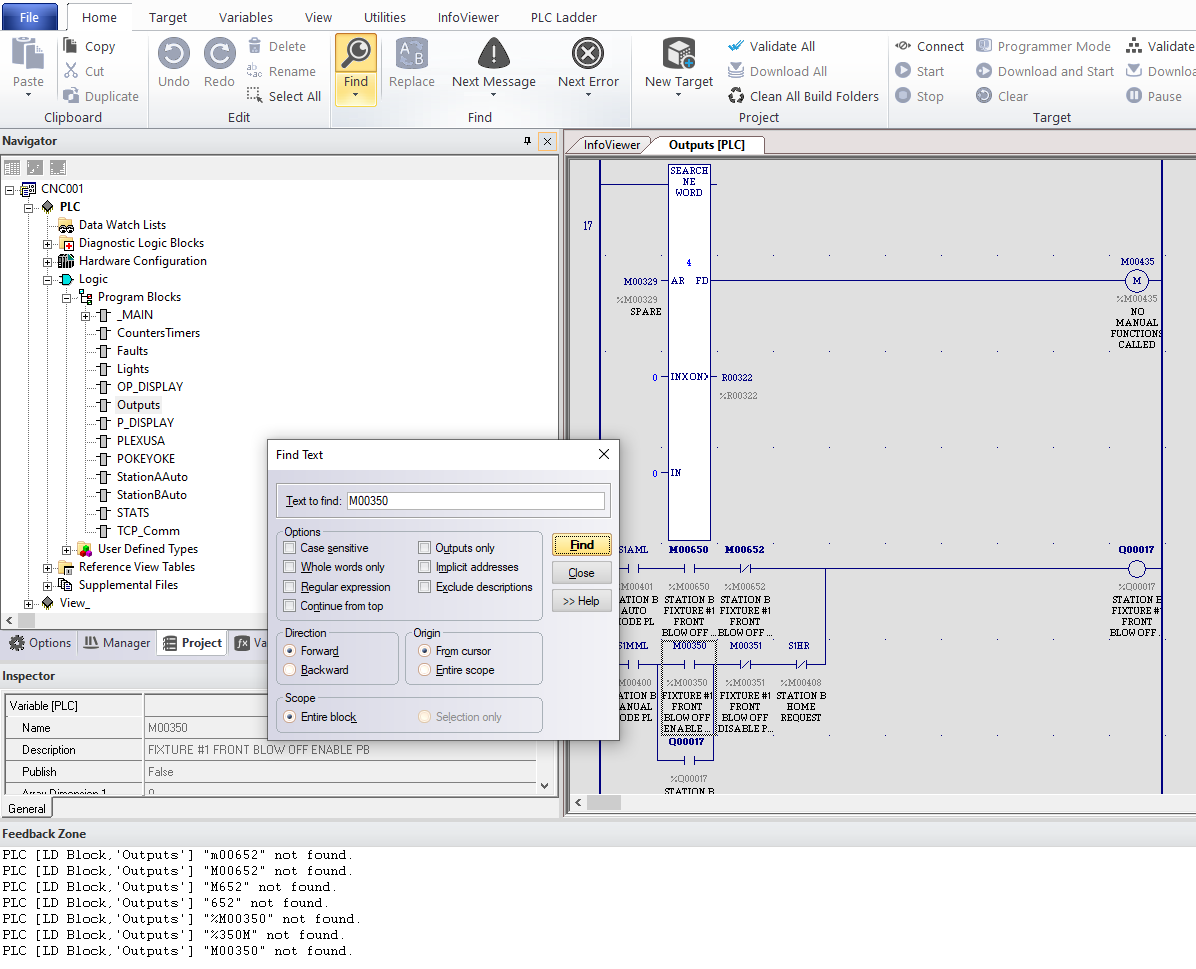
I've been using this Emerson PAC software for several weeks now. I cannot seem to get the search function to work well, when working on PLC. I can open a search box (from the search icon) and type in text that's right on the screen, and it returns "not found". It's frustrating. I've tried using wild card *, quote marks, % signs. Nothing works.
How does one properly use the search function? My coworkers are just as stumped as I am. Unfortunately nobody has real training on this software, we are kind of thrown into the fray to figure it out on our own. It would greatly improve my troubleshooting time if I could find things, either by variable number, or description text.
The on-line help for this software is about non existent. One "tutorial" is 8 hours long, another is over 11 hours long.
-
I wish it was that easy. Opening the power to the drive, or the motor lead trips it out, and requires a homing/reset to continue. I suggested the builder either put in an STO type drive, or build a physical brake/hold device to lock it in place during a safety circuit event (light curtain or E-stop). I can be over-ridden buy management, but at least I voiced my opinion, and suggested reasonable fixes. When the inevitable accident happens, I'm usually able to pull out my emails, audits and avoid any disciplinary issues.
-
I have a new assembly machine to audit. The builder tells me the motor drives (electric cylinders) are safety rated. The AB Kenetix 5100 driving a servo motor with STO tied into the Gaurdlogix outputs, is fine. The other motor is a stepper motor driven by a Tolomatic non-STO drive, being commanded from the Guardlogix by tag commands. The safety circuit does not kill power to the stepper drive or break the motor leads to the stepper motor. The stepper does stop fine when the light curtain is broken, or E-stop is pressed. I'm not sure what is preventing the stepper drive from moving without STO, other than a stop command from the PLC.
My spider senses tell me the weakest link in the safety-device-chain sets the safety level, which would be zilch for the Tolomatic stepper drive.
What are your thoughts?
-
Yes Theo, in fact that was very helpful. I am very familiar with the dual fed output cards used by A-B and Modicon both. I've also struggled with the update conversion blues a time or two, mostly easy fixes. I also loved the Beijer line of HMI's but was unaware they still made them. I had E615's, a few 1000's and loved how easy they were to use. Unfortunately my existing HMI's are GOT 70's, with no ethernet, basically too old to be of much use anyway. I have the software in-house already for the newer GOT's so that makes sense to stick with those; unless someone has a good reason to purchase another brand?? Uticor/Proface/Beijer/ect... I browsed the Q series hardware pages, it looks like good stuff. In fact I'm not sure why Mitsubishi carries so many different lines of PLC's. -
In my last plant, we used 100% Rockwell Allen Bradley PLC's. I was very familiar with replacing a SLC series with a 5000 series, a no brainer. Now I work in a foundry with 100% Mitsubishi A-series PLC's with a weird gateway coaxial loop communications that is way beyond it's service life. There is little no no support, and I have been tasked with updating it to something Ethernet based, and reliable. I would like to stick with Mitsubishi, for no other reason than to convert the code from the A series to the new series using my existing GX developer software. This is a running factory, no time to demo the old controls and spend weeks re-inventing the wheel with new Rockwell/Seimans/ect PLC's; plus I already have the software Despite a rather long learning curve, I've been getting comfortable using it. My question is: If you had to choose today what series to convert an entire plant, which would you go with, and why? Please keep in mind this is a foundry, its hot, dirty and nothing really needs to be high speed, or math intensive. I would like something easy to install, easy to expand, easy to use Mitsubishi HMI's and something the electricians can wire and repair (prefer screw terminals not spring terminals).
OLD School DH+ pass through question
in Allen Bradley / Rockwell Automation
Posted
Hey guys, I'm on site with some old AB hardware. I have a DH+ loop with several panelviews 300's, 1000's. Customer wants me to modify one of the PV 1000 HMI's and I cannot open the panel that the screen sits in. It's an explosion proof room, and the system will shut down if I depressurize the enclosure. I do have a saved copy of the PV program to work on off-line.
I do have access to the other PV's and the main PLC, a 5/03 with DH+. There are no AIC modules in the loop. I have the proper serial and round port A-B cables. Can I upload/download to one of the PV's through the SLC processor? I see there are some pass through instruction dealing with serial connection between the PLC and the Panelview. But this is using DH+ between the PLC and Panelview, so the instructions don't work as written.
Rockwell document 2711-um014-en-p.pdf, page 202 has some pass through instructions.