

hboyer90
MrPLC Member-
Content count
123 -
Joined
-
Last visited
Posts posted by hboyer90
-
-
Hello guys, I have a question. I have a MicroLogix 1000 1761-L32BWA and I also have an Ethernet module adapter for it which I do not have in front of me, so I do not have it's part number, but I can get it, if it is necessary to answer my question. What I would like to do is send an email to my email address if a bit comes on. Is this possible to do with this processor? Do you need to know the Ethernet module's part number in order to answer this? I am going to set this PLC up to remotely monitor something for me and I want to be able to hopefully receive an email, from the processor, if certain conditions are met.
Any help would be greatly appreciated. Thanks.
-
I will give it a try when I get some free time. Thanks.
-
21 hours ago, kaiser_will said:There are a multitude of ways to accomplish this. One such way is to push the date/time from the HMI to the PLC (with this method, you can have a secure HMI screen where the date/time can be touched up and pushed to the PLC). The attached work instruction should guide you through creating new date/time tag array, linking the PLC date/time to the new tag array with a SSV instruction, then setting up the FTViewME global connection.
Work_Instruction_-_Allen-Bradley_Synchronize_PLC_date-time_with_PanelViewPlus[1].doc
I apologize for not making myself clear enough, I was in a big hurry so I didn't explain myself very well. The PLC time/date is not the issue. I have the PLC set to synchronize with my desktop computer and automatically pulls the date/time,plus it almost never loses power and it has a battery if it does, so the PLC is all good.
My issue is the dang PanelView Plus terminal. The date/time is constantly off on them (we have approx 40ish machines with PanelViews). So, anyttime I am by a machine I make sure to manually update it's date/time in case it had lost power since I did it last.
My thinking was, there has to be some way that I can set the HMI up to automatically set it's own date and time either from a PC or from the PLC, not the other way around.
Thanks
-
Hello, I have a CompactLogix L36ERM and a PanelView Plus 6 700. My question is how can I set the PanelView up to auto-sync it's date and time either with a PC or with the CompactLogix processor? This is probably a stupid question, but I figured you guys could help me out.
Thanks
-
44 minutes ago, Michael Lloyd said:GSV is one of those commands that is under used. I know it was for me for a long time.
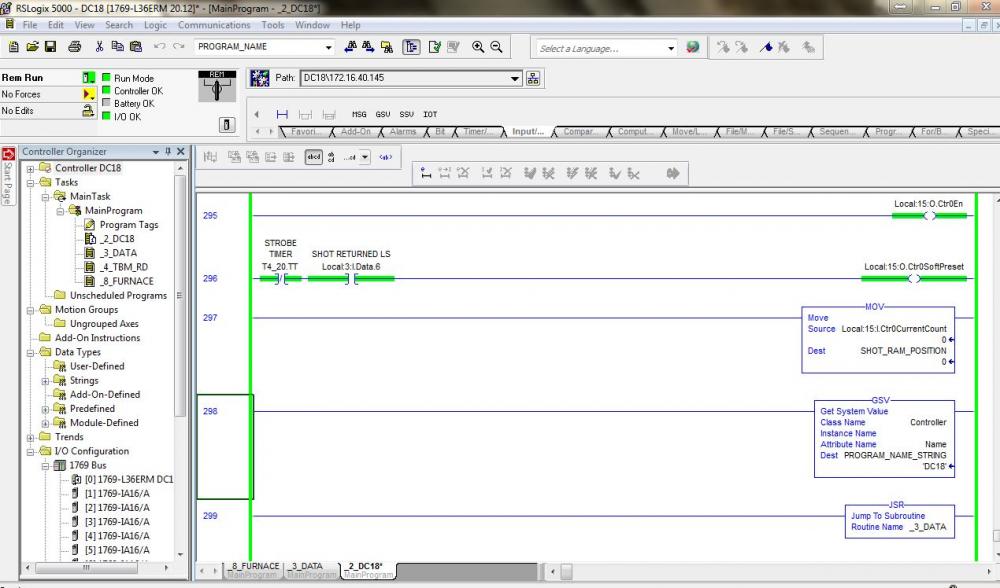
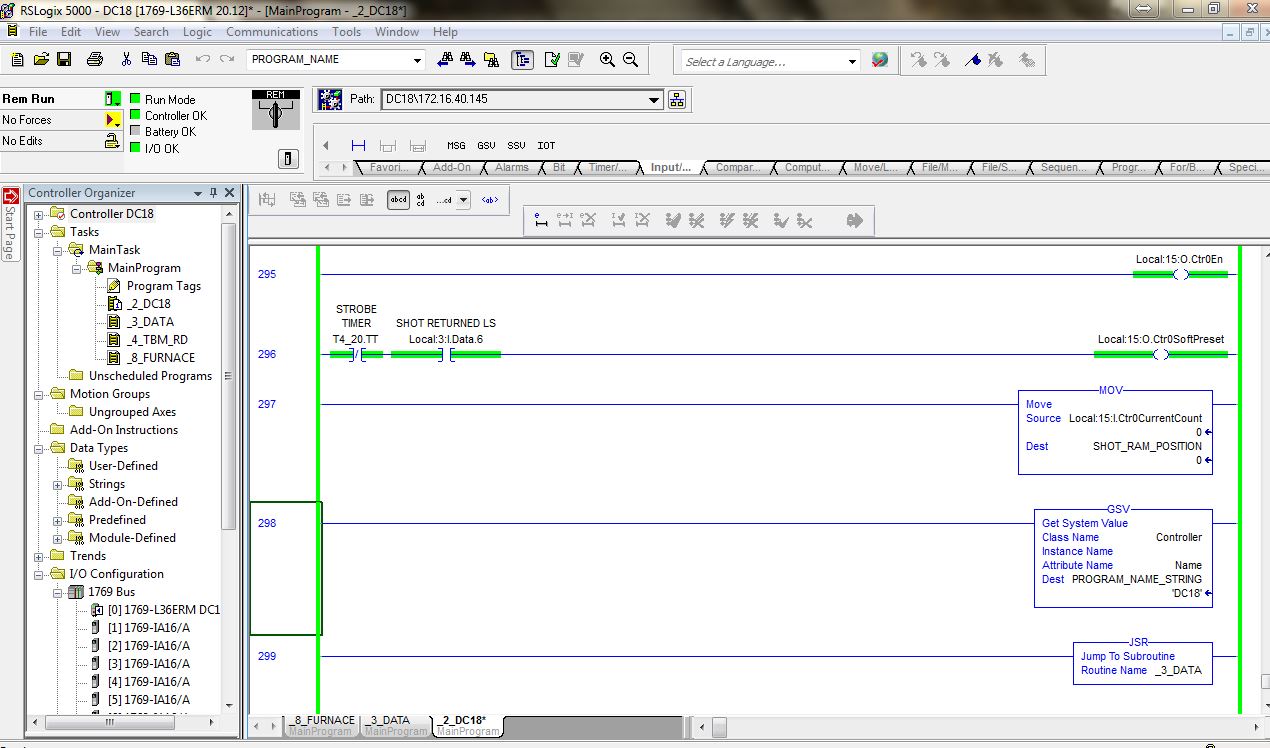
Just curious, why are you using a JSR at the end of routine 2?
Well, we separate some of the different sequences in our process into different subroutines. We have one that handles keeping the molten lead/furnace at the right temp, one is the main routine that handles the actual shot and some safety stuff, one is for monitoring the tonnage that we lock up the mold at, and the other is for all of the data that we collect every time a shot of parts are made. It's easier than searching through one main routine to find things.
I've always been under the impression that if you have multiple subroutines that you need to use a "JSR at the end of your main routine and a "Return" instruction at the end of the other subroutines. Is this incorrect? Will it still scan all of the other subroutines if I don't have the "JSR" and "Return" instructions in there? I am still fairly new, so any advice is greatly appreciated.
Thanks
-
35 minutes ago, IO_Rack said:I don't have a controller in front of me right now but have you tried...?
GSV
Class Name: Controller
Attribute Name: Name
Dest: My_ControllerName_String_Tag
This worked perfectly, thank you.
-
Just now, IO_Rack said:I don't have a controller in front of me right now but have you tried...?
GSV
Class Name: Controller
Attribute Name: Name
Dest: My_ControllerName_String_Tag
I have not tired this, but I will be trying it right now. I knew that there must be some way to use the GSV to get the controller or program name. I'll give it a try, thanks.
-
Yeah, I already have created a string tag, I just need to make sure i update it with the correct program name every time a new program is created. Looking for a way to automate that in case I, or a coworker accidentally forgets.
Thanks
-
Has anybody had any experience working with HBM Strain Transducers, specifically with hooking them into a CompactLogix L36ERM?
I am just having some issues getting the transducers calibrated and getting consistent, repeatable data. My numbers are jumping all over the place, 2 of the 4 transducers are giving me a really good resolution that I can work with, while the other two are very small resolutions. Idk, just hoping that somebody has maybe worked with these and I can bounce some questions off of you.
Thanks
-
Hey guys, this is probably a stupid question so I apologize if it is, but I have a PanelView Plus 6 700 and a CompactLogix L36ERM on one of my machines at my plant. We have several different molds that run in this machine, so we have 5-7 different PLC programs that can possibly run in this processor, depending on which mold is in. I'm planning to go to a single program with recipes, but I haven't had the time to set that up yet. So we use the PanelView for troubleshooting, and adjusting process paramters. On the main screen in the PanelView I have the time/date and also the program name. What I have been doing is just creating a string tag in RSLogix 5000 that is the program/processor name (we use the same name for the processor and program) and then on my PanelView I just create a string display that looks at the string tag name in the processor. That way anytime a mold is changed over and the PLC program is downloaded, the PanelView displays the correct program/processor name.
Now this is all fine and dandy and works as long as if a new program is created, we remember to change the string tag to the name of the new program, we often run new sample parts and what we do is rename an existing program that has similar logic and save it as a new program name. The problem comes up because if somebody copies an existing program and makes a new one, the string tag is still going to say the name of the old PLC program. Now if we only had one or two or even 5 machines, it would be simple enough to just remember to change that string tag. Our, or I should say MY problem is that we have approximately 40ish machines in our plant, and I can't always remember to change that string tag every time we create a new program. I should say that I have been, but there are times that I may forget.
My question is this, is there any way that in FactoryTalk View ME Studio to have a string display the name of the processor or the name of the PLC program automatically without having to manually enter the name into the string tag that I created in RSLogix 5000? Like is there a system tag somewhere that has the name of the processor or the name of the program?
That was way more explaining then probably necessary. It's early and I've had way too much coffee haha.
Thanks guys.
-
Hey guys so I am still fairly new to Rockwell, I've been working with it for almost 2 years, but never learned about any Rockwell software other than RSLogix when I was in school, so it has been a learning process on the job. So, if my terminology is off, I apologize.
So we are migrating from RSView32 to FTView SE and Historian Classic to Historian SE. We got 90% of the work done, with the help of a few days with a RA Integrator. We converted the RSView32 project to a FTView SE project, modified the tags in Excel (we're switching to a new server and new RSLinx, etc so the tags' path had to be modified). Everything in the new SE project was working well.
I should point out that we were using FactoryTalk View SE 8.0
So everything is working well, and then I read about FactoryTalk ViewPoint SE. I have already set up ViewPoint ME for some of our PanelView Plus terminals, so I am fairly familiar with ViewPoint and publishing displays. So I feel confident to install FTViewPoint SE. So I install FTViewPoint SE 8.0, set it up, publish the displays for our FTView SE project and it all goes well. I am able to open up a browser on a seperate computer that is on the network, I can go to the ViewPoint website and all the screens work great. Then I try doing it from my phone. It tells me that I need Microsoft Silverlight installed. So I look into it and read that ViewPoint 8.1 uses HTML, so I think "Great! I'll just download and install 8.1 and then I can access the project from a phone or tablet.
So I install download FactoryTalk ViewPoint SE 8.1 from Rockwell's website, and install it. It asks me to reboot so I do. Once rebooted I RDP back onto the server and notice that my FTView SE icons are gone from my desktop. I then go to Start -> All Programs -> Rockwell and FactoryTalk View SE is completely gone! I look in Doccuments -> RSView Enterpirse -> ME and the project is gone too!
I'm guessing that I made at least 1 mistake by not updating FTView SE to 8.1, correct? My FTView SE was at 8.0 when I installed FTViewPoint 8.1. But would that have uninstalled FTView SE and deleted my project??
I just wanted to ask you guys if you have ever heard of or experienced this. When my IT guys get back from lunch I am going to ask them if the keep backups of the server and if so if I can get that project out of there. I just cant believe that by installing a newer version of FTViewPoint that it would uninstall FTView SE.
Any input is appreciated.
Thanks
-
Most of you, I'm sure, are aware of the backdoor password for some of the PLC5 processors. It appears that some people in our plant, that don't have access to class 1, also are aware of the backdoor password and are able to bypass the security right to class 1.
Question: is there a way to disable AB's default password?
Thanks
Edited by TWControls. It's a good question, but site rules prohibit the discussion of password circumvention so let's not mention the actual default password.
-
I want to set up my PLC or PanelView to send me an email when we get x amount of process faults in x amount of time. The logic seems easy, use a running counter and timer to trigger a bit. I just need to figure out how to send me an email if that bit goes from 0 to 1.
I have a CompactLogix L36ERM
I also have been told that PanelViews can send emails. I have a PanelView Plus 6 700 run-time 8.0 that is connected to the same PLC.
Is this something I can do either in the PLC program or in the PanelView program? They are both connected to our network and should be able to communicate with the mail server, I'm just not sure how to. I need a little bit of direction.
Thanks
-
Awesome, thanks guys.
-
-
Hey guys, I was asked to monitor the temp and humidity in the IT's server room. I have a remote I/O module that I can run to, so that is easy. I have thermocouples I can use as well as a module. What I don't have is a way to monitor humidity. I want an analog humidity sensor that will output either a 0-20ma, 4-20ma or 0-10vdc signal that I will then run back to my analog input card and analyze the data from there.
I've never used a humidity sensor. Can someone recommend me one? We've used Keyence for laser distance sensors, and pressure sensors, but I've never used a humidity sensor before.
This will be used indoors, around 65-80 degrees Fahrenheit.
It will be running to an Allen Bradley Micrologix 1100 I believe.
Thanks!
-
Ok, thank you.
-
I want to play around with learning Structured Text during some of my down time at work. I am very confident with Ladder, but have never tried function block or structured text. I'm sure I can read the help section of RSLogix and find resources online. My question is, how do I start a new program in Structured Text? I tried to create a new routine and I see where there is an option for language, but the only language that it allows me to select is Ladder Logic. Do I need a special license to use Structured Text? Or am I just doing something wrong?
If it matters, I am currently using RSLogix 5000 v20.04
Thanks
-
This is where I leave you, I have 0 experience with function block. I'm sure someone else can help though.
Good luck!
-
Also, did you make just a new routine in your main program? Or did you make a new program or possibly a new task?
1 person likes this -
It must not be scanning that routine. Is everything else, that was previously there, working correctly? Did you add a "return" instruction at the end of your new subroutine?
-
Just curious, and this may be a dumb question, are you using voltage or current sensors/ transducers? It looks like on the SLC you were able to choose analog voltage or analog current, the 1769-IF16c is current only. Just wanted to make sure that you are using the correct module to start with.
Other than that, we have multiple 1769-L36ERM with the 1769-IF16c and we use Keyence pressure transducers to monitor pressure/ vacuum and also Visi-track transducers/ counters wired up to High Speed Counters for position on our shot piston tailing rods. So, we use pretty similar equipment to what you use.
I will check how we have our 1769-IF16c configured and let you know.
I think as long as you are using the correct sensor with the correct module (both current or both voltage) and if your pressure is in the sensing range of your pressure transducer, then it all comes down to the analog scaling.
What type of pressure sensor are you using? What is the typical pressure range?
-
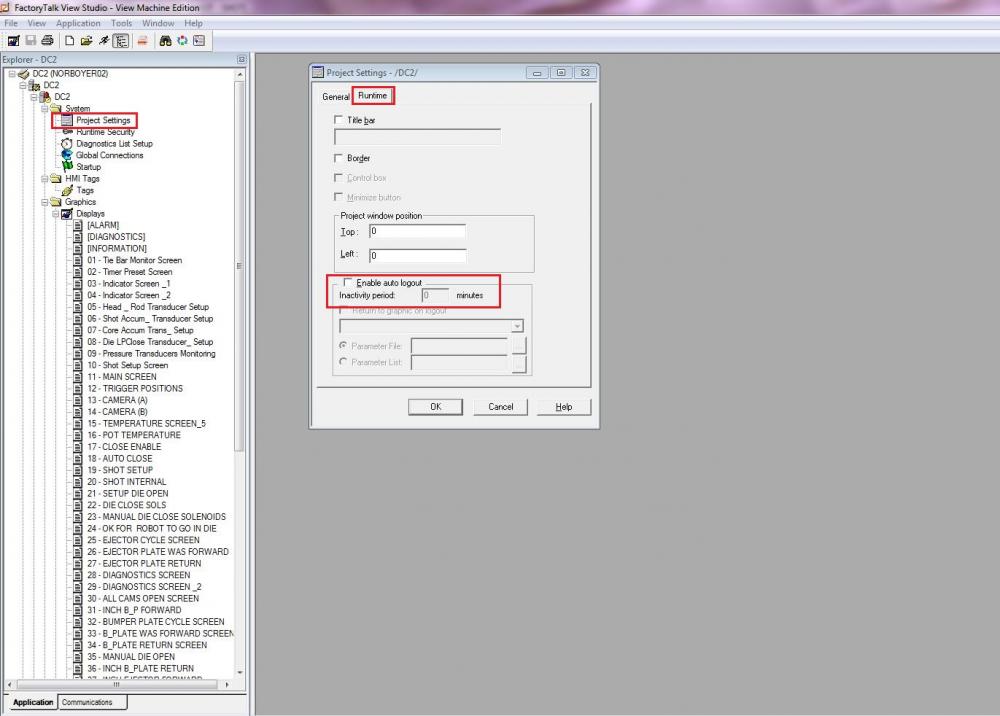
I'm not sure about prompting it from the PLC, I'm sure there is a way to do this, and somebody could help you with that, but you can set a time limit that after XX amount of time it automatically logs out the current user and logs in as default.
To do this: in FactoryTalk View Studio expand "System" and open up "Project Settings". In project settings click on the "Runtime" tab and there is a check-box called "Enable auto logout". Check that box, and you can type in a time for it to auto log out the current user.
Maybe you already knew this, maybe it isn't what you're looking for, but hopefully it helps.
-
You could also go to "Add or remove programs" to verify that RSLinx Lite is still installed on your machine, but unless someone uninstalled it, then it should be...

Send Email From MicroLogix 1000
in Allen Bradley / Rockwell Automation
Posted
Well, what if I am planning to use my home network?