
Search the Community
Showing results for tags 'free version rslogix english'.
Found 127 results
-
Hi! A have a question about how can I send the current User data from the Panelview (HMI) to the PLC. Its an allen bradley PLC 1756 L71. In the Factory Talk view I tried to make a register and to move in it the current user, but unfortunatelly its not working. Is anybody here who can help me with this ? Thanks ahead. Br.
-

RSLogix 5000 Code Generation using C#
TemperedEnterprises posted a topic in Allen Bradley / Rockwell Automation
I put together a demo of the c# library I am working on for Rockwell PLC. It basically allows you to parse/construct the L5X files for code generation, documentation, and other uses. https://www.youtube.com/watch?v=kV0nXSyM7Gg -
Hi I want to look into a program i recieved, but i get this error when trying to open it. Im running the 30day trial atm, but i got the same error when I ran the 1.45 version earlier. Never used sysmac before, so if anyone has a tip, it would be nice
-
Which Windows OS to use for RSLogix 5000 V13.03.00?
spur341 posted a topic in Allen Bradley / Rockwell Automation
I have some older RSLogix 5000 software I would like to run on a newer Dell 64bit laptop. It's RSLogix 5000 V13.03.00. I can buy a full Windows license for an older Windows OS and not connect to the internet. What OS was my RSLogix 5000 software originally designed for? Was V13 a 32bit software? -
Ok I'll try a different angle of attack. I have acquired an S7-1212c unit. It is just too new for my TIA portal, which is V 15.1 The new PLC I have has firmwear 4.5 the TIA portal I have only supports 4.3, I get some errors regarding synconization etc. and it's like there are some tins that don't work. how do I update the TIA portal to the correct firmware I've tried updating the HSP files but it doesn't change anything https://support.industry.siemens.com/cs/document/54163658/how-do-you-update-the-hardware-catalog-in-tia-portal-?dti=0&lc=en-DE
-
PLC Firmware Revision Compatibility Issue
LuisGonzalez posted a topic in Allen Bradley / Rockwell Automation
Hello everyone, I'm facing an issue while trying to go online with a PLC. The firmware revision of the controller is 34.011, but the offline project I have is showing a firmware revision of 33.xx. Due to this mismatch, I'm unable to establish a connection. I'm relatively new to this company and recently learned that the program on my computer may have been modified by a contractor company, which might explain the version difference. I suspect they may have used a higher version of RsLogix when making the changes. I'm looking for guidance on how to proceed in this situation. Is there a way to update the offline project's firmware revision to match the controller's firmware revision? Or is there another solution to resolve this compatibility issue? Any help or insights would be greatly appreciated. Thank you! -
Hey everyone, I'm new to programming PLCs and I've run into a problem. I have a Micrologix 1400 Series B PLC, and for the past month, I've been using a free trial of RSLogix 500 Starter. But now, the trial ran out, and so I bought a license for "RSLogix Micro Starter". The problem is that when I downloaded my updated file to the PLC for the first time with micro starter, the PLC's outputs don't work anymore. I checked the PLC screen and the inputs from the HMI screen are getting recognized, but the inputs from the physical sensors are not. Also, none of the outputs are being activated on the PLC at all, which I can tell by looking at the I/O status on the PLC screen itself. I then uploaded a new test program, where you press a button and a light turns on, but that doesn't work either. I haven't changed any of the physical wiring, only thing I've changed is that I'm using RSLogix Micro Starter as opposed to RSLogix 500 Starter. I spoke to a Rockwell technician about this and he said that there shouldn't be any problem, as I haven't done anything wrong. So I now ask everyone on this forum if they could help me out a bit.
-
I have an old 5/04 system that I need to talk to for upgrade. I no longer have the logic 500 software, but I do have Studio 5000. Is the 500 program available to purchase? I reached out to the system manufacturer but he no longer has it either.
-
Replacing dead powerflex 700 with 753 talking via ethernet. Any good instructions on how to update the file from 700 to 753 on rslogix 5000?
-
Hi guys. I have a question, with HMI pages. I have to make 20 pages 3 times. Its kind of like layer in layer. At the and of the layers always there are only 2 choices. But ofc course its important the route like what the choose, and what is the order. Like we have to detect lets say first layer page2 second layer page13 third layer is page5 and then we choose the first choice. But if the order is different we have to get a different input from the choice1, like we need different address. I could do that if I make ton of pages, but its sounds crazy. A lot of permutation. (20*20*20*2) I attached a picture maybe its easier to understand if Im not explained well. I am using AB control logix PLC, with logix 5000 software. Do have someone a good and quicker idea, to solve this problem. Thanks ahead. Any idea is highly appriciated.
-
Hi guys, I have been thinking about wether can increase the numbers of produced and consumed tags, between my plc-s. Currently I have two plc it already have produced and consumed tags, but unfortunatelly soon we are running out of free tags. I read the manual and it said I can make 125 dint tags, currently we have only an array with 10 element. If I make a new one and I kinda copy it, with different names, will it be work ? Or do I have to set something else ? Can I ruin the communication with the two plcs ? THanks ahead.
-
Hello guys! I'm interesting about rfid communication. I currently using control logix and compact logix plcs, and rslogix 5000 software. I'm wondering if someone can help me with a sample project, or any documentation. Its also can be wonderful if someone can share a project with panelview if its possible. I wanna know about reading and also writing. What type of device do you guys using ? I would like to make a simple program what is contain reading and writing. Thank you ahead any help of yours.
-
Rslogix 5000 701-8004250B Error controller not coming online
bharathan posted a topic in Allen Bradley / Rockwell Automation
controller is not coming online with rslogix 5000, but i can ping the ip from the pc. getting the error message says "controller failed to come online - error 701-8004250B" appreciate ur help. -
How to upgrade CX Programmer Version 9.54 running in widows XP to widows 10 or higher? Really appreciate your response. Thank you in advance.
-
hello, I want to ask, maybe some of you know about this, I want to take a program on compactlogix but it has a firmware version 19.xx while the rslogix application I have is version 21.xx, there are several options offered by the application to be able to take the program, update the firmware in compactlogix or downgrade the rslogixku application to version 19.xx. if i upgrade the firmware in compactlogix, what about the program is the program safe or not, and if i upgrade the firmware will the program in compactlogix work properly?
-
Hello to everyone. Nice to meet you all. I am programming a KINCO PLC model HP043-20DT using ladder on KINCO BUILDER. I need to establish a serial communication with my PC. The PLC has a RS485 port which I adapted it to USB to connect with my PC. The PLC allows, at least, two ways to establish serial communication: MODBUS or free-protocol. I've read the software manual and tried to reproduce the examples it provides using the instruction blocks for MODBUS (MBUSR and MBUSW) and free-protocol (XMT and RCV) communications. However, I could not receive the data on the PLC. I could effectively transmit data with XMT from the PLC to the PC and I could verify through a tool called Access Port. In relation to MODBUS, I am using a simulation tool called Multiway from OMRON, however, I get no response from the PLC. If any of you have some experience with this software or this device, I would like to ask you how could I solve the problem. Thank you for your attention. Kind regards.
-
Version 1.0.2
80 downloads
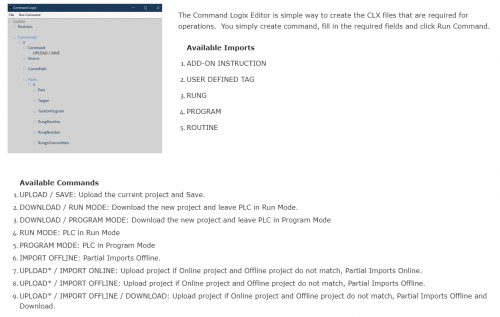
COMMAND LOGIX is a command line tool that works with Logix Services to automate various functions in Logix using a CLX file as setup. The functions include Upload, Download, Partial Imports, Mode Change, etc. The tool comes with an editor to create the setup file. This tool is really useful if you have multiple tools to update or if you have a couple updates to make and you don't want to wait for RSLogix to load. https://www.commandlogix.io/ -
View File CommandLogix COMMAND LOGIX is a command line tool that works with Logix Services to automate various functions in Logix using a CLX file as setup. The functions include Upload, Download, Partial Imports, Mode Change, etc. The tool comes with an editor to create the setup file. This tool is really useful if you have multiple tools to update or if you have a couple updates to make and you don't want to wait for RSLogix to load. Submitter cw0rley Submitted 11/15/21 Category Demo Software
-
Mapping to a Single Element in an Array
dmturner posted a topic in Allen Bradley / Rockwell Automation
I have 23 Micrologix 1400s and I want to take the same register, N100:99, out of each one and put in a single array in a CompactLogix L18ER. From what I have tried, it only seems like I can only map a range of integers, N100:77-N100:100, to the array and not an individual register to a particular element. (For example, mapping N100:99 from machine 16 to Selected_Model[15]) Can you map to individual elements in an array? If so, are there any instructions on how to do so? Thank you in advance for reading my post! -
RS Logix Emulate 500 instance IP and Port
Leon Pontes posted a topic in Allen Bradley / Rockwell Automation
Hi! I'm using RSLinx Classic, RSLogix Micro English and RSLogix Emulate 500 to emulate a Micrologix 1100 Series B. I'm able to run, program and simulate different input and output with the emulated PLC. Everything works fine. My problem is that I'm writing a program using the nodePCCC library (https://github.com/plcpeople/nodepccc) and I'm not able to connect to the emulated PLC using the address 127.0.0.1 and the port 44818. I tried running 'netstat -a' on Power Shell and I found out that the port 44818 is not being used. Could someone help me identify what I'm doing wrong? -

NA SD Card Transfer Getting OS Version Mismatch
TigerLily posted a topic in NJ Series / Sysmac Studio
I am having some trouble at a customer's site getting a program transferred from an SD Card to update the HMI program in an NA Screen. I am not there but when the customer tried to transfer the new code they got a message "OS Version Mismatch - Install OS 7.4.0 the user program expects." I am not sure what to advise them because I can't find this when I search the NA manuals. Any help would be greatly appreciated, I am in NY and they are in China so I can not even reach out to Omron Tech Support right now because they are closed. I attached a screen shot of the HMI. Thank you!!! -
Hello guys! Im using RS Logix 5000. Can someone explain me what is the difference between when a servo is shutdown or disabled ? I read the help but it says the same. I can assume it like when its shutdown, there is inside some circuit which is not allow the 3 phase for the drive. Disabled is that when it have the 3 phase but nothing can happen ? Is there any difference with the break ? Like when its shutdown it can rotate until its slow down by itself or the break will be active ? I tried to uplod a pic but it was not succesful. When you open a servo axis properties and you choose the Fault actions tab. You can find there these settings. Thanks a lot.
-
Hello Guys! I have couple of questions about tuning an ab servo motor. -Actually what does the drive or plc doing when I launch a servo auto tuning? - What are the little boxes like position error integrator ? There are checkmarks in fornt of the lines. Can I choose the methode or something? I mean its not "auto" ? Why it is auto then ? - Can someone send me some basic literature where they explain me what these stuff acutally meaning ? - What is the hook up test what for is good ? -When you are doing a servo auto tune what are the parameters that you are monitoring and why ? -I should do the auto without or with load ? Whats the difference ? I know there are so many question I would be so grateful if someone could help me with these answears, or even just with one. Thanks again.
-
Looking for L_CPU Identity.Status bit documentation
TigerLily posted a topic in Allen Bradley / Rockwell Automation
Hello! I am using the Plant PAX AOI L_CPU_24_Up and am having zero luck finding out both independently and from tech support what the 16 bits of the Ref_Out.Identity.Status are. The description says Tag to receive CPU data, device status (bitmapped, see documentation). I have a techconnect contract, but cant find the correct documentation where this information lives. Could someone please send me a link or just give me the number of the publication. I attached a screen shot of tag info I am looking for. Thank you!!!! -
I am pretty new to the SCADA world. I wanted to know what are the advantages of using a paid proprietary SCADA software such as WinCC, Wonderware, cimplicity over free software such as OpenSCADA, OpenAPI, IndigoSCADA and so on. I have read, there are more layers of security in the paid one. What does that mean? What are the other main differences between the paid and free ones out there in the market?
