
Search the Community
Showing results for tags 'failed to start ladder engine'.
Found 91 results
-
My program has the option Tool | Options | Program Editor | Ladder | Ladder Diagram Display Format set to 11 Contacts. Are there any repercussions to changing this on an existing program? I would like to spread it out to the 17 Contact setting.
-
Hello everyone, I'm a beginner in RS485 communications and i want to control 2 inverter LS iG5A via RS485 from a PLC Mitsubishi FX2N I really don't understand how i should aproach and start this part of program in Ladder Diagram, to write and read parameters from Inverters. Please help me with an example Thanks.
-
Need Help! I uploaded structured ladder program into FX3S PLC. But When I try to read it from PLC it says the program cannot be opened.
-
Ok, so I have 22 bits that I need to monitor the status of; all in separate words. Each change of state (on each bit) I need to trigger a timer and have the timer done to completion. I'd like to have the timer reset if a bit changes state during timing. I'd like to keep it to one timer. I'd like to keep things as simple as possible so the less rungs / branches the better. Any help?
-

"Ladder Logic" internal contact set-up
MikeOrsini87 posted a topic in Modicon / Telemecanique / Schneider Electric
Hi Everyone, I'm working on my first PLC program and I have gotten my hands on some ladder logic I'm trying to duplicate. I'm using SoMachine 4.1 and have started a new Ladder Logic diagram POU. I'm curious on how do I create internal contacts. EXAMPLE: 24v--------l START BUTTON l----------------( COIL A)----- --------------l COIL A CONTACT 1; attached to a real output, solenoid valvel-------------l COIL A INTERNAL CONTACT TO CLOSE l---------------- Are there standards for numbering and labeling? I'm seeing L and U inside coil contacts. Does this have an underlying meaning according to standard? Is there a RTO function inside SoMachine 4.1 -
Ladder Logic socket communication
Br4zzor posted a topic in Modicon / Telemecanique / Schneider Electric
Hi everyone, I'm a newbie in the ladder logic programming languages. For my thesis project I've to develop a scenario but I'm stuck with the creation of a socket connection from the Modicon M340 PLC to a server for transfer continuous data given from sensors or similar. Does anyone have a sample program that could have such a functionality so that I can change it based on my needs? Thanks in advice for any further reply! -
Hello, I am currently working on programming my first sortation system. Attached is a blue print of the in feed conveyors and their loadout lines. As boxes merge together they will be scanned by the barcode scanner. From there we will be told which lane each box must go down, from the WCS. My question is, without encoders, what would be the best way to control this system? Counting the packages as they pass through the photoeye? Or setting timers? Thanks, James Sorting Conveyor Layout.pdf
-
Dear Experts, I have been trying to activate FX2N-2LC temperature control block but nothing could help. I have tried the ladder logic which is available in Mitsubishi manual but this is not any output from the module. Please help me or guide me to get rid over this problem, I am attaching the ladder diagram so you guys will get the Idea to where I am going wrong. FX2N-2L Program.pdf
-
PLC 5 ladder output unexpected behavior
wdfiller posted a topic in Allen Bradley / Rockwell Automation
I hate to start a new topic on such an old processor but I forced to keep this thing working until I can upgrade it. We are having funny issues with outputs. At first they were on a PLC5/60. We suspected a bad processor so we changed to a PLC5/40 we had in our tool crib and the problem didn't go away. Some of our outputs in the ladder are being evaluated to true but not turning on. We can force the output on and it will come on and when we remove the force it will turn back off. I've never seen this problem before on any processor. All the logic leading up to the output is true but the output is not turning on and is there not green. I've already checked all the obvious causes. The instruction is an OTE. The output is not duplicated somewhere else in the logic that is turning it off. The ladder file is being scanned. I replaced the output with a B3 bit and on the next line had the B3 bit turn on the ouput. The B3 output bit turned on but the output did not. This output is on a remote I/O rack and other outputs on that rack are working. Any ideas would be greatly appreciated. -
CAN SOMEONE PLEASE SUGGEST ME ONE OF THE BEST ONLINE LADDER LOGIC SIMULATOR OR SIMULATOR SOFTWARE FOR PRACTICING AND DEVELOPING LADDER LOGIC SKILLS.??
-
Version 1.0.0
559 downloads
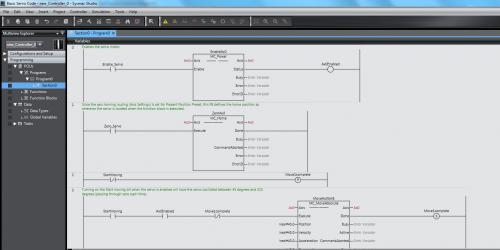
This is a very simple ladder program that shows the basic steps to enable, zero and move a 1S servo using the NJ controller. -

[PLC Sample Code] - Basic Servo Control Code for NJ and 1S
Michael Walsh posted a topic in Download Comments
View File Basic Servo Control Code for NJ and 1S This is a very simple ladder program that shows the basic steps to enable, zero and move a 1S servo using the NJ controller. Submitter Michael Walsh Submitted 02/10/17 Category PLC Sample Code -
Hello everyone! Could someone help me and explain me this block of a ladder diagram I'm working with? I do understand the M800 is always ON contact, for the PLC to not lose the values. Also I know that the DIV is a division, the FLT is a integer to floating point (thing I don't understand), the DEMUL is a floating point multiplication (thing I also don't understand), the INT is a floating point to 16-bit integer, and the MOV is for moving a value from a data register to an other data register. Help... :(
-
how to make looping in ladder logic? but i want to make the data +1 each time until 3 and return back to 0 after reaching 3.
-
Hi all, I would like to monitor the status of my alarm word (MW100) and if any bit turns from 0 to 1 then an alarm signal should be generated, am new to siemens plc and am having a tough time accomplishing this easily. In omrom CX programmer its quite easy to do. Could anyone help me on this using ladder logic, all help will be deeply appreciated. Regards, Ablex PS: I'm using Step 7 V5.5
-
Hello! Is it possible to run a program only 1 time when i turn on the plc? In siemens it was ob 100 or soemthing like that, that program only runs one cycle at startup of plc. I want to make sure some bits are off at startup to be in safe position Thank you for your help!.
-
I am experiencing a serious problem. Everything went fine in my project for month. Yesterday when I "Transfer to Controller" (like I use to do several time a day) I got this Message : "Build is not complete. Process was aborted". So I build again, I Rebuild controler, I restart SysmacStudio, restart the computer, reset the hardware on the project ... nothing worked. Always the same message. So I opened a previous version of my code. Since it was allready built when saved, I had no problem transfering it in the controler. However, the moment I change a line (have to rebuild) on this backed up version... same problem appear. I finally got to the "output windows" (Alt+3) where I saw ALL build are failed. I've contacted my Omron representative and he is trying to help but he seem as lost as I am. Please help if you can, I am using Sysmac Studio 1.13 on Windows 10. I also have a HMI wired to the project and everything work fine with it.
-
Hello, I got a new work job to design a cycle tester for a mechanism to make sure will work for at least 5000 cycles open - close. I never made a pls program I start researching few days ago and seams to be very complicate to make it. I have a TM221C16R PLC from Schneider. please help me with some instructions. the cycle tester will have a start pushbutton, stop pushbutton, door open switch, one air cylinder with solenoid to push and pull and a counter. Thank you, Romica
-
-

[Tutorials and Guides] - Keyence Ladder Builder Manuals
pop29684 posted a topic in Download Comments
Keyence Ladder Builder Manuals View File Manuals and documentation for the Keyence Visual KV series of PLCs. Submitter pop29684 Submitted 07/11/16 Category Tutorials and Guides -
-
PLC ladder, made to enter an inverted trapezoid, which is to complex, simple post, here is an inverted trapezoid diagram: The output is made positive trapezoid that briefly after complex. Writing good ladder, we must follow the above principles, the review does not meet the changes. First, draw the conventional logic circuit diagram, and then facing compile command statement table, table instruction statement written out, can be transformed into a ladder. Simple procedures can be directly edited ladder, more complex, and must be transformed by means of instruction statement tables. Some books say, the ladder of transformation, to follow the "Shen left and right light" principle, with the above said is a meaning. More experience and unwritten rules, but is conducive to the reader to understand, modify. In fact, PLC programming software, as long as the change can succeed, grammatical, are right.
-
There are a lot of instructions in function block that are missing the enable input that is present when programming in ladder logic, such as ADD or MOV. It seems to be very limiting. The only way around it that I know of is to write your own function block in ladder logic or statement list and use that. I seems rather limiting of a language if it relies on other languages for it to be usable. Does anyone know why the enable bit was left out in many function blocks when it is so useful in ladder logic? Pat
-
I was hoping to get feed back on my website. The site is for beginner PLC programers. The tutorials start right from the beginning with describing what a PLC is and then teaches basic instructions. Please take a look and tell me what you think, I would love the feedback. thank you ladiesandtech.com 1. What is a PLC Part1 https://ladiesandtech.com/2015/12/03/watch-whatisaplc1st-on-youtube/ 2. What is a PLC Part2 https://ladiesandtech.com/2015/12/09/watch-what-is-a-plc-part-2-on-youtube/ 3. What is a PLC Part3 https://ladiesandtech.com/2015/12/15/watch-plc-programming-tutorial-for-beginners-part-3-on-youtube/ 4. What is the Binary Numbering System https://ladiesandtech.com/2016/04/01/watch-what-is-binary-numbering-system-and-how-to-convert-to-decimal-on-youtube/ 5. Relay Logic Intro https://ladiesandtech.com/2015/12/04/start-stop-motor-circuit/ 6. Relay Logic Intro Start/Stop with a seal https://ladiesandtech.com/2015/12/04/watch-stop-start-relay-control-circuit-on-youtube/ 7. Relay Logic to Ladder Logic https://ladiesandtech.com/2015/12/04/watch-relaystopstarttoladderlogic-on-youtube/ 8. RSlogix Communication Driver and Configuration Tutorial https://ladiesandtech.com/2016/01/14/watch-allan-bradley-comms-set-up-on-youtube/ 9. Micrologix500 Communication Set Up Tutorial https://ladiesandtech.com/2016/01/14/watch-allan-bradley-comms-set-up-on-youtube/ 10. Timing Relay Lecture https://ladiesandtech.com/2016/02/11/watch-timing-relay-on-youtube/ 11. RSlogix500 Timer On TON Instruction Tutorial https://ladiesandtech.com/2016/02/14/watch-plc-rslogix500-timer-on-delay-ton-instruction-tutorial-on-youtube/ 12. RSlogix500 Timer Off TOF Instruction Tutorial https://ladiesandtech.com/2016/02/16/watch-rslogix500-ladder-logic-timer-off-delay-tof-instruction-tutorial-on-youtube/ 13. RSLogix500 Retentive Timer RTO Tutorial https://ladiesandtech.com/2016/02/19/watch-rslogix-ladder-logic-retentive-timer-on-rto-tutorial-on-youtube/ 14. How to do Online Edits in RSlogix500 https://ladiesandtech.com/2016/02/29/watch-how-to-find-and-download-autocad-files-for-allen-bradley-ab-plcs-and-products-on-youtube/ 15. RSlogix500 Counter Tutorial https://ladiesandtech.com/2016/02/25/watch-rslogix500-counters-on-youtube/ 16. RSlogix500 Counter Up CTU Tutorial https://ladiesandtech.com/2016/02/26/watch-rslogix500-count-up-ctu-instruction-tutorial-on-youtube/ 17. RSLogix500 Move MOV instruction Tutorial Part 1 https://ladiesandtech.com/2016/03/14/watch-rslogix-tutorial-on-move-instructions-part-1-on-youtube/ 18. RSLogix500 Move MOV instruction Tutorial Part 2 https://ladiesandtech.com/2016/03/14/watch-rslogix-tutorial-on-move-instructions-part-2-on-youtube/ 19. Rslogix500 Compair Instructions , LES, LIM, EQU etc Tutorial https://ladiesandtech.com/2016/03/17/watch-rslogix-tutorial-on-compair-instructions-grt-lim-equ-les-etc-on-youtube/ 20.How to Create a flashing bit in RSlogix500 using timers https://ladiesandtech.com/2016/03/24/watch-how-to-create-a-flashing-light-program-in-rslogix500-on-youtube/ 21. How to Create a program with a flashing light https://ladiesandtech.com/2016/03/24/watch-how-to-create-a-flashing-light-program-in-rslogix500-on-youtube/
-
Dear all, I need to develop a PLC program for cycle operation. The logic is as follows : When I/p 1 is ON o/p1 should ON, with a time delay o/p2 should ON ,like wise four outputs should ON , if stop button is pressed the output should stop at the current position ,them again if start is pressed it should resume with that output . Can anyone help me with this logic ?? I am using Q03UDE Cpu..Thankyou.




